Особенности монтажа металлической подводки
Долговременное использование сантехнических изделий зависит не только от верно выбранных комплектующих, но и от правильности монтажа и соблюдения всех нюансов при установке:
- В начале системы водопроводной разводки следует поставить сетчатый фильтр во избежание засора сложного оборудования.
- После работ по изгибу металлической подводки необходимо прочистить ее внутри от возможных сколотых частиц.
- Затягивание соединительных элементов производится аккуратно, чтобы не пережать уплотнительные кольца, нарушив герметичность.
- После затягивания нужно открыть воду и после 15-20 минут проверить на наличие подтеков.
Есть еще некоторые полезные советы, которые пригодятся при самостоятельном проведении монтажных работ. Так, если приходится обрезать трубку, делается это ножовкой. А вот труборез лучше не использовать для этих целей — он оставляет вмятины.
Что же касается подводки типоразмером 10, то ее можно гнуть без использования трубогиба и наполнения песком.
Назначение развальцовки
Необходимость развальцовки, а не, например, сварки медных трубок, относящихся к конструкции обогревающих, охлаждающих, иных подобных устройств, вызвана тем, что этот способ полностью безвреден по отношению к пропускной способности узла или магистрали.
Это особенно важно, поскольку трубки в данном случае небольшого диаметра, та же сварка приводит к существенному сужению внутреннего диаметра и снижению работоспособности трубопровода. Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше. Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше
Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше.
Физическое расширение конца трубки позволяет установить ее на вторую трубу, патрубок без уменьшения внутреннего полезного диаметра и снижения общей пропускной способности конструкции.
Обзор типов вальцовки
Так как разные сферы применения вальцовки предполагают работу с различными видами материала и для различных целей, сам процесс также имеет множество типов.
В зависимости от направления подачи листа в процессе обработки, необходимого для получения детали нужной конфигурации, выделяют три типа вальцевания:
- поперечное — длинные элементы незамкнутого трубного проката обрабатывают, подавая материал именно в таком направлении;
- продольное — обрабатывают короткие элементы и заготовки незамкнутых труб;
- винтовое — таким образом могут деформироваться изделия, не предназначенные для дальнейшей сварки стыка.

Для работы с различными по форме и структуре материалами используются разные типы оборудования. Они отличаются по типу конструкции, предназначению и техническим возможностям и включают три основных вида:
- Ручные станки — недорогое, простое в обслуживании мобильное оборудование. Обработка металла ручным способом возможна, только если его толщина не превышает 2 мм, но и для этого могут потребоваться существенные физические усилия.
- Электрические станки — эффективные установки, основные параметры которых зависят от мощности силового мотора. Сниженная мобильность компенсируется возможностью обрабатывать материалы толщиной 4-6 мм. Такие станки устанавливают в цехах крупных предприятий, так как значительные энергозатраты полностью окупаются лишь при условии массового производства.
- Гидравлические станки — самые мощные и габаритные из установок для вальцовки, поэтому применяются в условиях электрической, машиностроительной и судостроительной промышленности. Позволяют обрабатывать материалы до 10 мм толщиной. Вальцовка на таких станках осуществляется при помощи современного компьютерного управления.
Монтажные инструменты и материалы
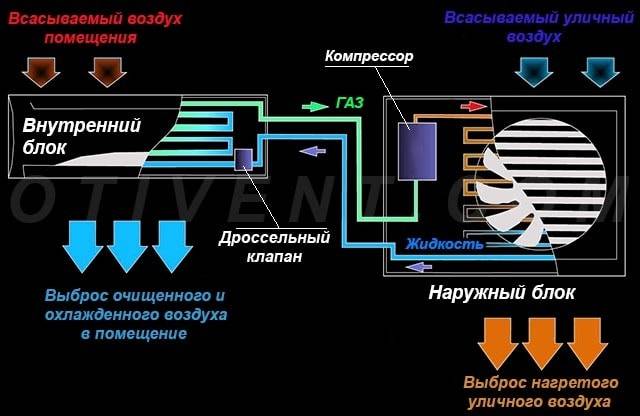
Раскрывать здесь принцип действия сплит-системы мы не будем, он подробно описывается на другой странице нашего ресурса. Для общего понимания: между двумя теплообменниками – внешним и внутренним, по трубопроводам движется хладагент (фреон) в жидком и газообразном состоянии, перенося тепловую энергию на улицу либо в дом в зависимости от выбранного режима (кондиционирование или нагрев).
Также нет смысла вносить в список каждую отвертку или ключик, подобный инструментарий у мастеровитого хозяина должен быть под рукой. Учтем лишь оборудование и приспособления, без которых смонтировать и запустить кондиционер самому нереально:
- перфоратор с алмазным буром либо коронным сверлом (зависит от материала стен) диаметром не меньше 45 мм;
- вакуумный насос;
- манометрический коллектор.

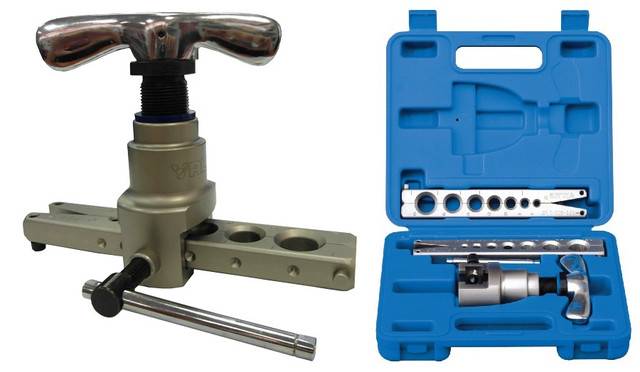
Специалисты по холодильным машинам, занимающиеся инсталляцией климатического оборудования, тут же спросят: а где набор для резки и развальцовки медных труб с шабером для зачистки (римером)? Ответ прост: новичку для одноразового монтажа сплит-системы мощностью до 3 кВт эти приспособления не нужны. Проще купить готовый установочный комплект, куда включены все необходимые элементы:
- 2 медных трубки заказной длины диаметром 6.35 мм (¼”) и 9.52 мм (3/8”) с правильно развальцованными торцами и надетыми гайками;
- каучуковая изоляция типа K-Flex (уже натянута на магистрали);
- шланг гофрированный для дренажа;
- электрический кабель на 4 или 5 жил сечением от 1.5 мм²;
- кронштейн для крепления наружного блока.

Почему для установки кондиционера в квартире лучше применять комплект. Во-первых, его цена сопоставима со стоимостью вальцовочных приспособлений и материалов, купленных по отдельности. Во-вторых, концы магистралей разделаны на станке, а не вручную, что способствует надежному соединению. Некачественная ручная развальцовка – ошибка большинства неопытных мастеров, ведущая к утечкам фреона и поломке компрессора.








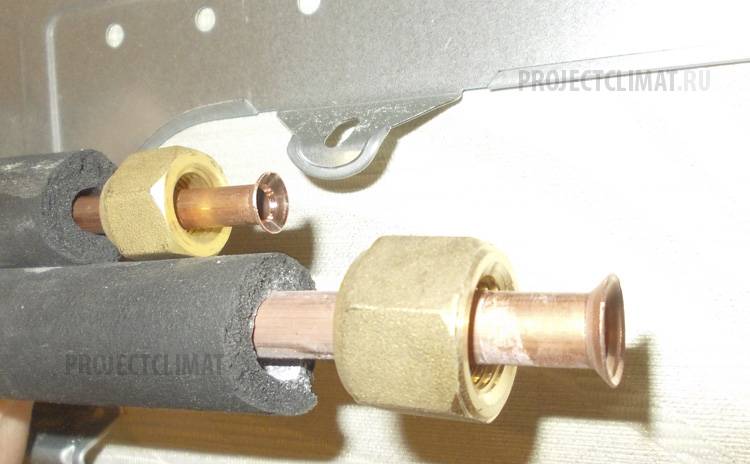
 Заводская (слева) и ручная вальцовка (справа)
Заводская (слева) и ручная вальцовка (справа)
Фитинги для медных труб под развальцовку
Медная развальцовка (либо разборотовка) часто выполняется при осуществлении системы отопления и водопровода.
Осуществить этот процесс можно с помощью простого инструмента – стержня с коническим наконечником. Инструмент помещается в конец трубы из меди, и его проворачивают до приобретения необходимой геометрической формы. Этот способ очень прост, но в то же время он не даёт гарантии качественной развальцовки.
Фитинги медные под развальцовку
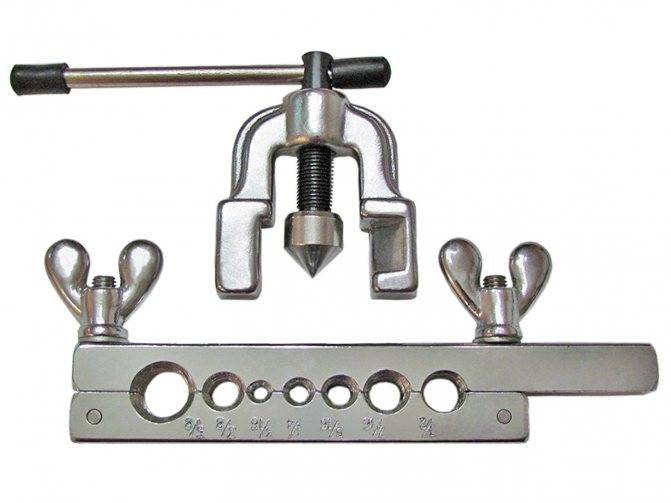
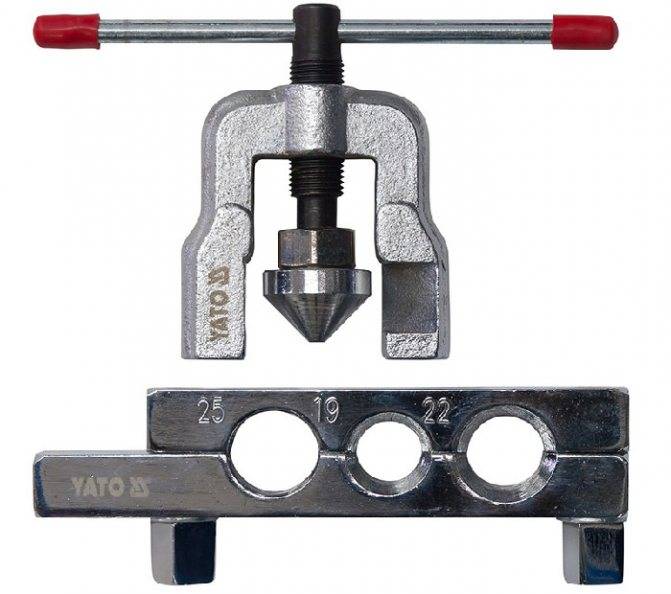
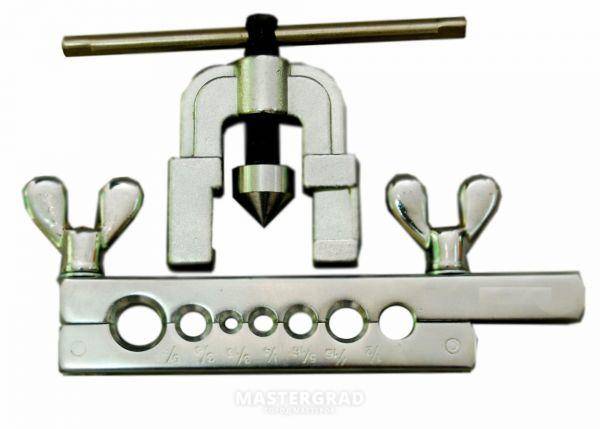
Лучшим вариантом для процесса разбортовки станет прибор, состоящий из струбцины (создаёт давление на рабочий конус) и подставки с несколькими отверстиями либо одним стандартным (вставляются трубы из меди разного диаметра). Такой способ развальцовки применяют домашние мастера.
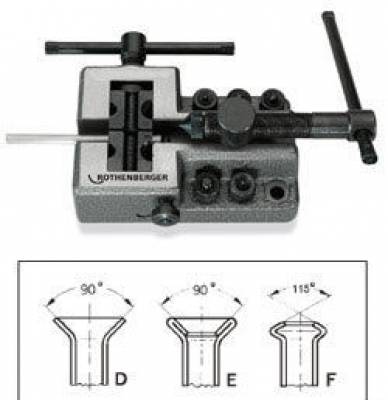
Профессионалы применяют устройства для разборотовки, в составе которых есть эксцентрик и предохранительная трещотка. На концы труб надеваются гайки. Концы однородно раскатываются на данном устройстве по поверхности изнутри.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Прогресс системы Triple-Lok®
Корпус с уплотнительным кольцом, втулка и гайка
За последние 70 лет компания Parker поставила больше фитингов Triple-Lok, чем любой другой производитель. Инженеры Parker лидируют в области консультаций как для клиентов, так и для международных комитетов по стандартам по 37° раструбным фитингам. Этот опыт в сочетании с оптимизированными технологиями производства и материалами позволил достичь стабильного улучшения эксплуатационных характеристик, подтвержденного обширными лабораторными испытаниями. Простые испытания на прорыв (с 4-кратным запасом прочности) в сочетании с испытаниями на вибрацию и на удар показали, что фитинги Parker Triple-Lok как меньших, так и больших размеров можно использовать под увеличенной нагрузкой. Кроме того, благодаря эффективному контролю уровень защиты от коррозии вырос на 100%.
Укладка медных трубок
Последовательность действий прокладки магистрали:
- Рассчитать расстояние, которое составит от корпуса блока, размещенного внутри помещения, до крепления внешней части конструкции. Если расстояние между ними будет составлять выше 5 метров, нужно будет устанавливать ловушку для масла;
- Измерить расстояние магистрали и заготовить нарезки трубок (при резке труб рекомендуется оставлять маленький запас на возможную неправильную развальцовку);
- Накручиваем обратные гайки и осуществляем развальцовывание концов труб;
- Используя развертку, избавляемся от заусенцев;
- Изгибаем трубки и закладываем их в штробу.
Трубки для систем кондиционирования
Медь не вступает в реакцию с хладагентом
При проведении работ, связанных с установкой климатического оборудования, возникает необходимость создания коммуникаций, предназначенных для транспортировки хладагента от одного блока к другому. Чаще всего используют медные трубки для кондиционеров.
Применение меди обусловлено набором положительных качеств, которые оставляют далеко позади алюминий, сталь или пластмассу:
- химическая инертность по отношению к хладагентам (фреон, хладон и др.), используемым в системах кондиционирования;
- высокая температура плавления (+1083°С) и теплопроводность (400 Вт/м*К);
- минимальное содержание в химическом составе потенциально опасных для человека примесей;
- высокие антикоррозионные свойства наружных и внутренних поверхностей труб, которые обеспечиваются за счет появления стойкой оксидной пленки;
- минимальная шероховатость внутренних поверхностей;
- термоустойчивость, пластичность, газонепроницаемость и др.
Промышленные предприятия производят трубки для кондиционеров из меди марки М1р ТУ 184450-106-181-2006, руководствуясь при этом положениями ГОСТ 617-2006.
Разновидности медных трубок
Отожженная труба способна выдерживать любое давление
Для работы в составе систем кондиционирования используются медные трубки 2 видов:
- неотожженные, обладающие повышенной прочностью;
- отожженные, отличающиеся большей пластичностью.
Для того чтобы придать им высокую пластичность, трубки дополнительно подвергают одному из видов термообработки — отжигу.
Сравнительные характеристики трубок приведены в таблице.
| Параметры | Отожженные | Неотожженные |
| Прочность, кПа | 210000…220000 | 280000…300000 |
| Разрывное удлинение, % | 50…60 | 10…15 |
Как правило, медные трубки, предназначенные для транспортировки хладагента, в комплект поставки кондиционера не входят и их приходится заказывать отдельно. При этом:
- неотожженные — поставляются в виде мерных отрезков (прутков), имеющих длину не более 5 м. Для того, чтобы избежать попадания внутрь трубок частиц пыли и инородных предметов, их торцы закрываются заглушками.
- отожженные, длина которых составляет 15…50 м — поставляются в бухтах, упакованных в полиэтиленовые пакеты.
Встречаются также трубки, дополнительно изолированные «чехлами», изготовленными из полиэтилена или вспененного непористого каучука. Делают это для того, чтобы исключить возможность потерь температуры в магистралях, смонтированных из тонкостенных труб.










При обустройстве систем кондиционирования чаще используют медные трубы отожженного типа. Связано это с тем, что они позволяют монтировать трубопроводы самой сложной формы. Такие трубы легко гнутся под любым углом, не изменяя при этом своей формы. При развальцовке в местах стыка легко получить герметичные соединения.
Ассортимент медных трубок
Подбирая необходимые материалы для трубопроводов, связывающих отдельные узлы кондиционеров между собой, особое внимание обращают на диаметр медных трубок. От его величины зависит не только скорость циркуляции хладагента между блоками, но и величина потерь давления в конечных устройствах, которые охлаждают воздух
Номенклатура выпускаемых медных труб отличается большим разнообразием, но при формировании трубопроводов для климатического оборудования, как правило, используют определенные типоразмеры. При этом толщина их стенок редко превышает 0,7 мм.
Диаметр труб выбирают исходя из мощности кондиционера — чем выше мощность, тем больше диаметр. Чаще всего используют медные трубки для кондиционеров, диаметры которых приведены в таблице.
| Диаметр медных трубок для кондиционеров | |
| мм | дюйм |
| 6,35 | 1/4 |
| 9,52 | 3/8 |
| 12,7 | 1/2 |
| 15,88 | 5/8 |
| 19,05 | 3/4 |
Подбирая размеры медных трубок для кондиционеров, нужно помнить о том, что их блоки связываются между собой двумя трубопроводами:
- газовым, который служит для подачи газообразного вещества от компрессора к конденсатору и от испарителя к компрессору;
- жидкостным, с помощью которой жидкое вещество подается от конденсатора к испарителю.
При этом диаметр трубок газовой магистрали должен быть больше, чем у жидкостной.
Что касается их длины, все зависит от расстояния между блоками кондиционера. Как правило, устанавливая единичный кондиционер, используют мерные отрезки трубок длиной от 2 до 5 м. Если же монтируется большая система кондиционирования, целесообразнее приобретать трубки в бухтах.
Технология развальцовки
Что представляет собой развальцовка (иначе процесс называют «разбортовкой») медных трубок? Это механическое увеличение размера торца трубы с одновременной деформацией формы края.
Манипуляцию возможно выполнить благодаря тому, что мягкий металл способен менять форму под внешним воздействием. При этом площадь трубки увеличивается, а толщина на месте формования уменьшается. Воздействие оказывается, чтобы сделать на конце прямой трубки раструб необходимой формы и диаметра, который позволит соединить ее со второй деталью.
Развальцовку можно применять для труб, выполненных практически из чего угодно, не только меди. Чаще это сложно сделать по техническим причинам, кроме того, результат не покрывает затраченных сил.
 Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Трубки стыкуют методом сваривания или муфтой. Выбор способа (фитинговый, сварка) определяет характер первоначальной обработки краев трубки.
Сварка предполагает постепенное увеличение отверстия до того момента, пока оно не станет больше размера наружного элемента на пару десятых миллиметра. Пространство между деталями при спаивании заполнится припоем, что обеспечит крепость соединения.
Если речь идет о фитинговом способе, то трубку сначала также вальцуют до нужного размера, а потом еще делают на ней фаску. Это дает большую площадь контакта, за счет чего достигается лучшая стыковка. Характерная пластичность, гибкость, присущие меди, только помогают, так как позволяют плотно обхватить деталь по всей площади соединения и заполнить образовавшиеся пустоты.
Почему у автокондиционера ломаются трубки
- Воздействие солей дорожных реагентов и агрессивных жидкостей вызывает химическую коррозию тонкостенных алюминиевых деталей. В местах скопления грязи, под гайками или хомутами трубки гниют через 5-8 лет интенсивной круглогодичной эксплуатации автомобиля в условиях Москвы или Московской области.
- Близкое соседство с выпускным коллектором приводит к локальному перегреву деталей. В результате возникают остаточные деформации, со временем появляются микротрещины или нарушается герметичность соединений в системе.
- Повышенная вибрация при работе двигателя, движение по разбитым дорогам, эксплуатация при низких температурах, абразивное изнашивание — эти факторы негативно сказываются на состоянии трубок.
- Механические повреждения при дорожно-транспортных происшествиях. Тонкие магистрали климатической системы сминаются или ломаются в первую очередь.
- Непрофессиональные действия по обслуживанию авто. Например, при попытке самостоятельного ремонта в стеснённых условиях моторного отсека алюминиевые трубки могут получить механические повреждения (вмятины, перегибы) или сломаться.
Особенности
Какой бы области производства не коснуться, везде можно встретить медь как в чистом виде, так и в сплаве с другими металлами, которых множество. Например:
- сплав меди и никеля;
- сплав меди и алюминия;
- сплав меди и олова;
- сплав меди и свинца;
- сплав меди, никеля и цинка;
- сплав меди и железа;
- сплав меди и латуни.

В чистом виде металл используется в изготовлении электрических проводов, коммуникаций, кабельных изделий. В кабельных изделиях содержится 1/3 меди. К ним относятся вакуумные машины, трубопроводные элементы и теплообменники. Также сплав меди и свинца имеет широкое применение в изготовлении сверхпроводниковых изделий. Медь обладает очень важными свойствами — высокой прочностью и долговечностью. В производстве труб имеет незаменимую функциональность для транспортировки жидкости и газа. Этот металл можно назвать вечным. Во многих странах он является основным материалом для изготовления труб.









Низкое удельное сопротивление меди способствует использованию её в изготовлении кабелей и проводников, деталей к механизмам в машиностроительном производстве. Одним из достоинств медных сплавов является высокая устойчивость к коррозии.
Медные трубы бывают двух видов.
- Отожжённая — трубу из меди после термической обработки, нагревания до 700 градусов по Цельсию охлаждают естественным путём, то есть оставляют остывать без вспомогательных средств. После такой обработки медная труба приобретает незаменимые свойства — высокую прочность, повешенную эластичность.
- Необожжённая — получают на первичном этапе обработки, кислород пропускают через руду, подавая большое давление, тем самым очищая руду от примесей, в данном виде медная труба теряет эластичность, при этом сохраняет прочность и устойчивость к разрыву.
Медные трубы служат от 50 до 70 лет в эксплуатации, выносят температуры от – 100 С до + 250 С. Бактерицидные свойства — безвредные для водоснабжения, бесценны в бытовом применении.
Понятие вальцовки
Вальцовка (также называют вальцеванием) — технологическая операция, при которой происходит деформация металлических листов. Это формоизменяющая операция холодной штамповки, которая может применяться как в промышленных, так и в бытовых условиях. Такая обработка позволяет получить заготовки или готовые детали высокого качества без заусениц и трещин. В зависимости от настроек оборудования листы в результате операции получают конусообразную, цилиндрическую или другую фигурную форму. Вальцовку могут применять и к трубам: в случаях, когда необходимо изменить форму их поперечного сечения. В зависимости от потребностей производства вальцовка может заключаться в:
- формировании трубного изделия квадратного или круглого профиля из металлической полосы;
- изменении конфигурации поперечного сечения, диаметра или толщины стенок трубы;
- увеличении диаметра металлической трубы (развальцовка) или его уменьшении (завальцовка);
- изготовлении из металлических листов цилиндрических, конических, овальных деталей;
- формировании изгибов с определенными параметрами на некоторых участках труб.

Вальцевать можно сталь, жесть, медь и разнообразные полимерные композитные материалы. В большинстве случаев обрабатывают холодный металл, однако, если объемы работы большие или толщина материала значительная, в процессе может потребоваться параллельный нагрев.
Для полноценной вальцовки на производстве используется специальное оборудование. Суть вальцевания состоит в том, что листы пропускаются через специальные ролики. Эти ролики, они же вальцы, равномерно вращаются, придавая заготовке из металла нужную форму.
Именно вальцовочные станки, их тип и мощность определяют основные параметры обработки материалов. В частности, с какой скоростью будет происходить вальцовка, какие детали будут производиться.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Подготовительные работы
Перед тем как приступать к установке кондиционера, необходимо провести ряд предварительных процедур и расчётов. Прежде всего, необходимо определиться с местом, где будет произведён монтаж.
Выбор места монтажа
От того, где будет установлен кондиционер, зависит качество кондиционирования, самочувствие владельцев, проживающих или работающих в помещении, дизайн дома или квартиры.
Выбор места для оконного кондиционера очевиден. Мобильный кондиционер можно устанавливать в любое нужное место. Основная проблема — с классическими сплит-системами.
При выборе места для монтажа, в частности, внутреннего блока, можно руководствоваться несколькими рекомендациями:
- Не стоит располагать прибор на стене, противоположной входу в помещение.
- Расстояние от блока до потолка не должно быть меньше 10 сантиметров.
- Воздушный поток направляется в сторону, где люди бывают наименее редко. Если сплит-система устанавливается в спальне, её следует разместить подальше от кровати. Если удалённый монтаж невозможен, блок можно установить над головой, чтобы холодные воздушные потоки шли на ноги.
- Кондиционер устанавливается на некотором расстоянии от шкафов. Если мебель будет стоять рядом и немного ниже сплит-системы, воздушные потоки, сдувая пыль с верхней крышки, образуют пыльный занавес.
- Трассу воздуховода можно прокладывать в коробах или заблаговременно оборудованных стробах. Минимальная длина воздуховода может удешевить установку сплита.
Проверка кондиционера
Перед проведением монтажных работ кондиционер необходимо тщательно осмотреть. Владелец должен убедиться, что агрегат не был повреждён в процессе транспортировки, и все детали, указанные в комплектации, имеются в наличии.








При осмотре кондиционера необходимо убедиться в следующем:
- На внешнем блоке сплит-системы не должно быть вмятин, трещин и прочих деформаций.
- В местах соединений не должно быть посторонних элементов. Резьба должна быть чистой, без повреждений. Глубокие царапины на металле недопустимы, это признак брака или неквалифицированного демонтажа.
- На внешнем блоке есть наклейки, на которых подробно расписаны производитель, мощность и прочие сведения о кондиционере. Все эти данные должны совпадать с инструкцией.
- Электрическая схема кондиционера должна находиться под крышкой или в другом доступном месте.
- В комплектацию сплит-системы должны входить винты, при помощи которых выносной блок крепится к кронштейну. Если их наличие не предусмотрено производителем, они приобретаются отдельно.
- Повреждения на внутреннем блоке не допускаются.
- На фильтрах не должно быть пятен, запаха, следов моющих средств. Если это присутствует, значит, кондиционер был в использовании и отмывался.
Если видимых деформаций не обнаружено, можно проверить работу кондиционера. Для этого внутренний блок сплит-системы запускается в режиме «вентилятора» от ближайшей розетки. Другие режимы проверять не нужно, это приведёт к некорректной работе устройства. Если всё работает исправно, можно отключать блок от сети и продолжать установку.
Зачем нужна вальцовка
Соединительные трубки изготовлены из пластичного материала – медного сплава. По магистралям между наружным и внутренним блоками системы кондиционирования постоянно циркулирует теплоноситель. Герметичность систем с течением времени нарушается. При ремонте отрезки труб заново соединяются друг с другом методом пайки. Перед тем, как один отрезок запустить внутрь другого, их концы предварительно калибруются. Посадочный диаметр расширяется методом вальцевания.
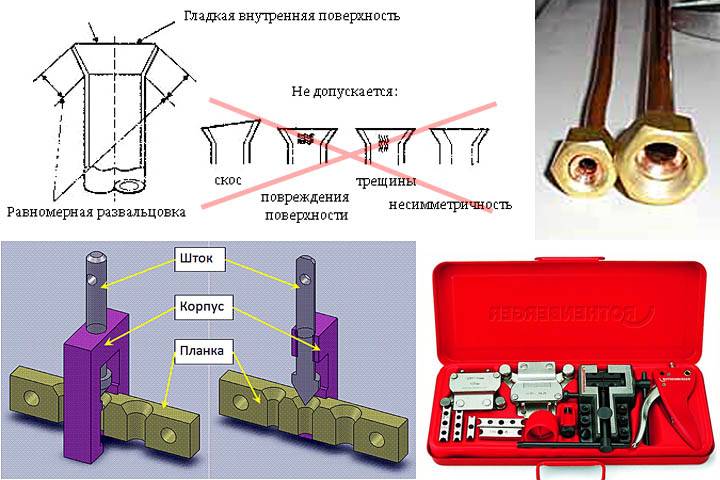
Требования к вальцовке:
- чтобы торцы плотно прилегали друг к другу, они должны быть плоскими, ровными;
- внутренние поверхности конуса – гладкими;
- на металле не допускаются борозды, заломы, заусенцы.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.

Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Вальцевание медных трубок
Этот метод позволяет создать герметичное и очень точное соединение. Медь достаточно мягка и пластична для того, чтобы придавать ей необходимую форму. Но требуется определенный навык и специальное оборудование.
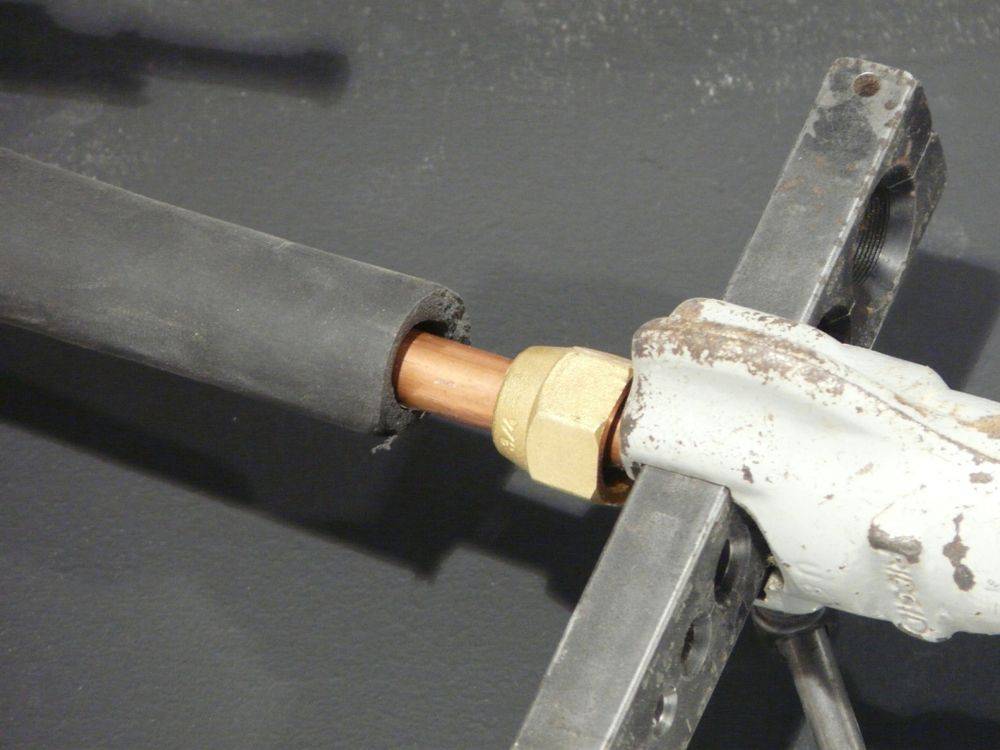
Техника вальцевания:
- зачищается конец трубки,
- на него натягивается муфта,
- конец заправляется в развальцовку для трубок кондиционера, ручка инструмента крутится для достижения нужной кромки.
Не очень опытные мастера оставляют запас трубы до 2,5 см, который используется в случае неудачной вальцовки.
Существует несколько видов развальцовок для трубок кондиционера. Самые недорогие имеют форму эспандеров и шаблонов. Однако такие развальцовки не позволяют придать стенкам трубы одинаковую толщину, на поверхности нередко остаются вмятины или выпуклости. Лучшие результаты достигаются при использовании электрических или механических вальцовок, часто объединенных с трубогибами.
Они позволяют осуществить операцию быстро и точно.
Критерии выбора развальцовки для меди:
- диаметр отверстий,
- толщина стенки трубы,
- канавки в трубе,
- величину выступа,
- глубину развальцовки,
- сварочные швы.
Замер и резка труб
Здесь главное придерживаться принципа – аккуратность прежде всего. Герметичность трассы зависит в первую очередь от чистоты среза. Нужен угол в 90 градусов, чего можно добиться специальным труборезом. Он закрепляется в месте отреза трубки и вращательным движением срезает часть трубки. Еще одним важным моментом является чистота работ – нельзя допустить попадания внутрь трубы для кондиционера пыли и частиц меди. Продуть ее очень сложно, так что работайте аккуратно и внимательно следите за срезом, ведь края делаются:








- максимально ровными;
- без скосов;
- без завалов, как внутрь, так и вовне.
Также не забудьте зачистить срез от дефектов: заусенцев и пыли, стружки и зазубрин.
Вам потребуется две трубы:
- узкая, для направления фреона к внутреннему блоку;
- широкая, по которой хладагент движется к внешнему модулю.
Диаметр зависит от мощности блоков кондиционера. Кроме того, эти данные можно найти в спецификации к технике.