Организация вентиляции естественного типа
Естественная вентиляция на производстве организуется по принципу самовозникающей разницы в давлении воздушных потоков, их направлении и разницы в температурных характеристиках. Примером примитивной вентиляции естественно типа может служить самый простой сквозняк, для получения которого необходимо просто открыть двери и окна в производственном помещении. Такой способ вентилирования еще носит название неорганизованного, так как все построено на элементарных физических явлениях.
Основным преимуществом вентиляции естественного характера является низкая себестоимость ее организации. Создание такого способа вентилирования не предусматривает покупку специальных фильтров, вентиляторов, воздухообменников, диффузоров и прочих приспособлений. А существенным недостатком является невозможность полного контроля за воздушными потоками, а также низкая степень обновления воздушных масс.
Приточная вентиляция: особенности подачи воздушных потоков
При обустройстве вентсистемы в сварочном цеху, подача воздуха может осуществляться как вертикально, так и горизонтально. Рассмотрим каждую из них подробнее.
При горизонтальном воздухообмене, систему вентиляции монтируют так, чтобы она охватывала всю площадь производственного помещения. Абсолютно не допускается образование застоя воздушных масс, при этом скорость воздушного обмена должна превышать хотя бы 0,1 м/сек. Это оптимальное решение для небольших сварочных помещений, или для цехов, где расстояние между вытяжкой и притоком не превышает 100 метров.
При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.
Перейти в каталог вентиляционного оборудования
Перейти
Вентилирование на местах
- Самое основное различие между видами вентиляции местного назначение это, как уже было замечено, движение потока воздуха, следовательно, она может быть либо приточной, либо вытяжной.
- Вытяжной вариант используется в тех случаях, когда нельзя допустить распространения вредных или дурно пахнущих летучих веществ с локализованного места нахождения по всему помещению. Сущность операции состоит в улавливании этих самых веществ при помощи движения воздушного потока и выбрасывания их в открытое пространство, то есть, на улицу. В таких ситуациях речь идёт, как о невидимых газах, так и о дыме и пыли, загрязняющих близлежащее пространство.
- В домашних условиях такой тип вентиляции знаком всем в качестве кухонной вытяжки и те, кому приходилось своими руками разбирать такой агрегат, могли видеть там один или несколько вентиляторов. Их лопасти развёрнуты таким образом, что при вращении они как бы отсасывают воздух, особенно, если тот поднимается к месту тёплым потоком.
- А вот местная приточная вентиляция применяется в виде воздушного душа, где более холодные потоки воздуха направленно подаются на какие-либо детали или локальное рабочее место и за это её также называют «обдувом». Также на некоторых производствах в горячих цехах созданы настоящие оазисы, представляющие собой кабинки высотой 2-2,5м, куда нагнетается прохладный воздух, что позволяет значительно экономить энергию по сравнению с тем, как если бы пришлось охлаждать весь цех.
- Но не всегда обдув бывает холодным, он может быть также тёплым или даже горячим, например, такие воздушные заслоны создаются у печей, что на практике выглядит, как ширма, через которую не распространяется печное тепло (подобный, но более слабый эффект происходит с греющим радиатором, расположенным под окном). Для кузнечных горнов и печей разного типа агрессивный направленный приток воздуха помогает поддерживать горение или же (при большей скорости) увеличивает его интенсивность.
Расчёт для вытяжных систем местного значения
По большому счёту расчет местной вытяжной вентиляции производится с помощью формул и учётом множества параметров самого помещения, температуры воздуха, вредности, мощности двигателей и так далее, хотя это касается только производства, да и то не всегда. Но если уж дело доходит до вычислений, то нас будет интересовать вытяжной зонт — именно его и нужно учитывать в первую очередь, чтобы все вредные вещества поднимались именно к нему, а не рядом.
Читать также: Самодельный копир для токарного станка по дереву
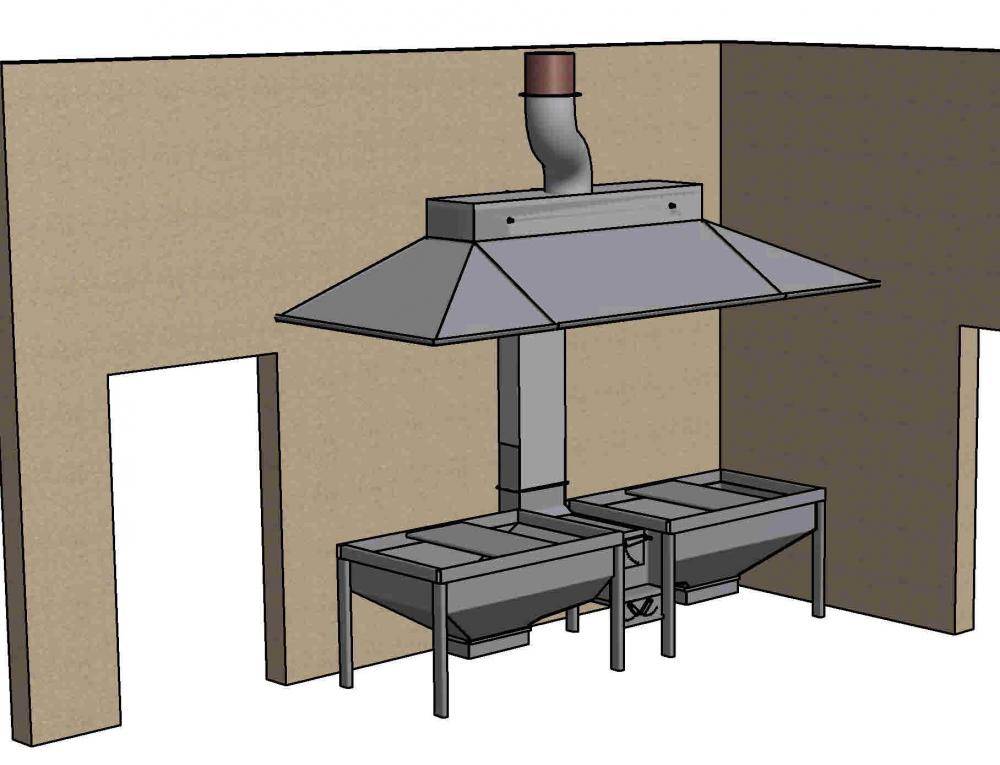
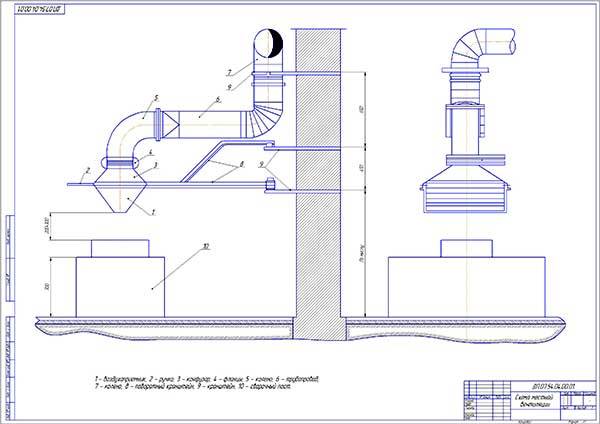
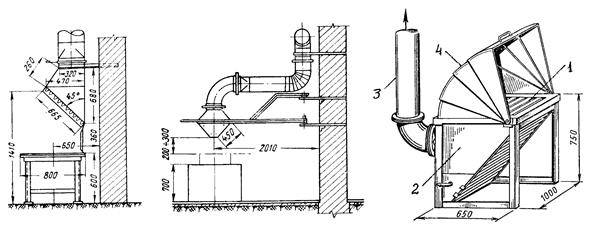
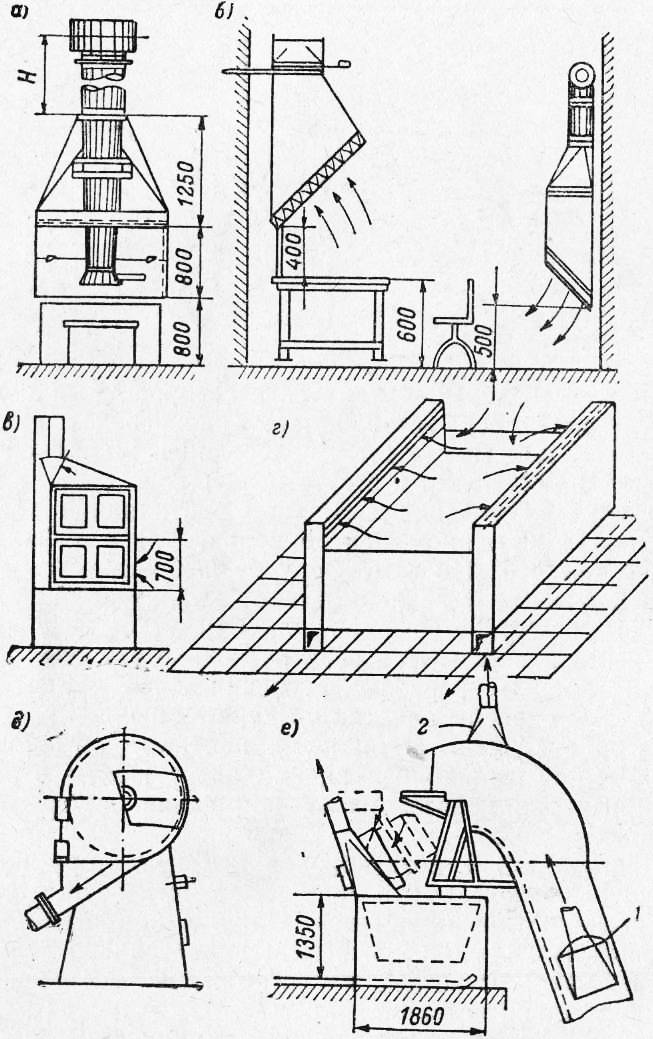
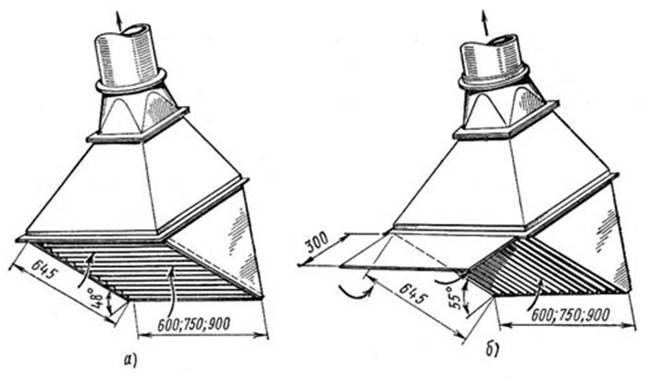
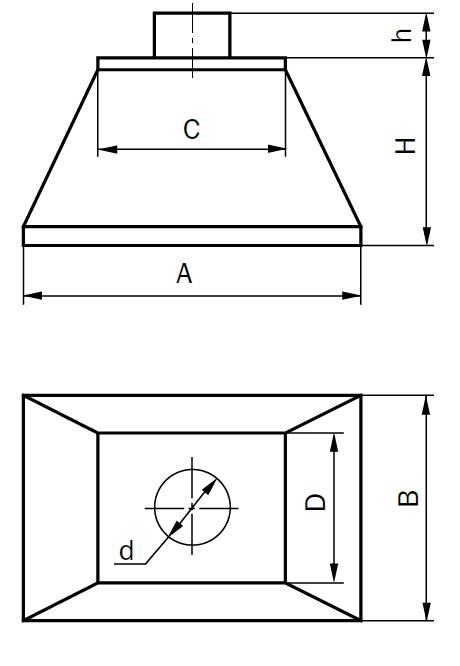
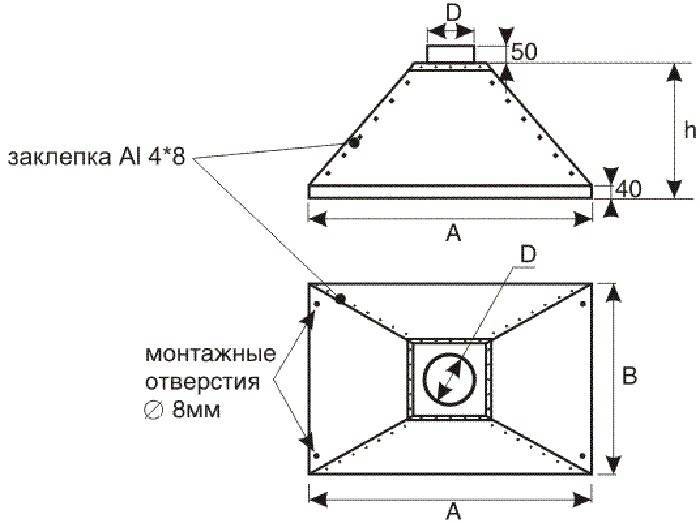
Зонт является самым удобным приспособлением для локальной вытяжки, особенно это касается кузнечный горнов, варочных плит, печей с открытым огнём, горячих ванн и так далее — нагретый воздух сам поднимается под купол, где и попадает в вентиляционный канал. Безусловно, зонт, как того требует инструкция, должен быть расположен, как можно ближе к источнику, во всяком случае, на столько, на сколько это вообще возможно.
Отправным значением для скорости движения потока в рабочем проёме этого самого зонта принято считать значение от 0,15 до 1,25м/с. Скорость прямо пропорциональна количеству отравляющих газов и площади перекрытия — чем больше газов и меньше купол, тем интенсивнее должно быть всасывание.
Производительность агрегата (м3/час) или объём отсасываемого воздуха вычисляется по формуле L=360abv — здесь под символами a и b подразумевается периметр рабочего проёма в метрах, а под символом v скорость воздушного потока (м/с) в этом самом проёме.
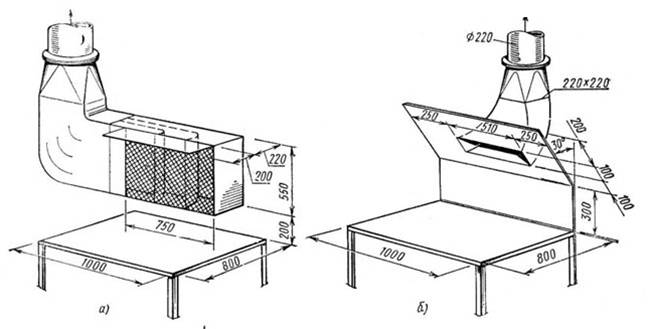
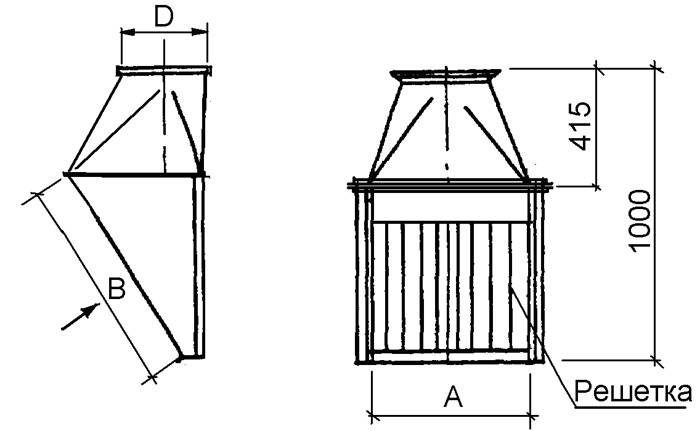
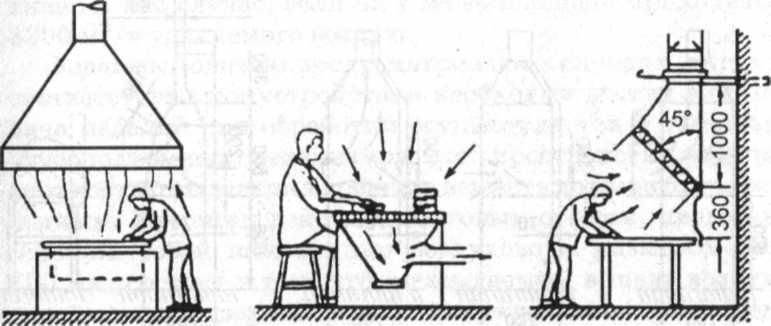
Для сварочных столов и наплавочных установок также необходимы отдельные расчёты, так как над таким местом невозможно навесить вытяжной зонт (он попросту будет мешать), поэтому, здесь устанавливаются воронкообразные или щелевидные отсосы длиной от 250 мм до 350 мм, в зависимости от потребности. В таких ситуациях применяется другая формула для расчётов, которая выглядит, как L=ko3√I, здесь уже значение ko — это коэффициент для щелевого или воронкообразного отсоса (щелевой — 12, воронкообразный — 13,2), а символом I обозначен сварочный ток в амперах (А).





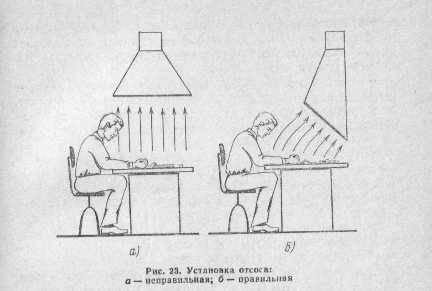
Для рабочего места сварщика вентиляция такого типа может выполняться по-разному, хотя, по одному и тому же принципу, например, это может быть труба с зонтом, подведенным сбоку, но может быть и в виде решётки на рабочем столе, где газы высасываются в прямо противоположную сторону. Второй вариант наиболее благоприятен для работающего там человека, так как в таком случае он практически не вдыхает вредные газы. Производительность агрегата по перекачке воздуха (м3/час) следует рассчитывать по количеству электродов, которые сварщик способен использовать в течение часа, а также по наличию в них каких-либо вредных веществ.
Вентилирование на местах
- Самое основное различие между видами вентиляции местного назначение это, как уже было замечено, движение потока воздуха, следовательно, она может быть либо приточной, либо вытяжной.
- Вытяжной вариант используется в тех случаях, когда нельзя допустить распространения вредных или дурно пахнущих летучих веществ с локализованного места нахождения по всему помещению. Сущность операции состоит в улавливании этих самых веществ при помощи движения воздушного потока и выбрасывания их в открытое пространство, то есть, на улицу. В таких ситуациях речь идёт, как о невидимых газах, так и о дыме и пыли, загрязняющих близлежащее пространство.
- В домашних условиях такой тип вентиляции знаком всем в качестве кухонной вытяжки и те, кому приходилось своими руками разбирать такой агрегат, могли видеть там один или несколько вентиляторов. Их лопасти развёрнуты таким образом, что при вращении они как бы отсасывают воздух, особенно, если тот поднимается к месту тёплым потоком.
- А вот местная приточная вентиляция применяется в виде воздушного душа, где более холодные потоки воздуха направленно подаются на какие-либо детали или локальное рабочее место и за это её также называют «обдувом». Также на некоторых производствах в горячих цехах созданы настоящие оазисы, представляющие собой кабинки высотой 2-2,5м, куда нагнетается прохладный воздух, что позволяет значительно экономить энергию по сравнению с тем, как если бы пришлось охлаждать весь цех.
- Но не всегда обдув бывает холодным, он может быть также тёплым или даже горячим, например, такие воздушные заслоны создаются у печей, что на практике выглядит, как ширма, через которую не распространяется печное тепло (подобный, но более слабый эффект происходит с греющим радиатором, расположенным под окном). Для кузнечных горнов и печей разного типа агрессивный направленный приток воздуха помогает поддерживать горение или же (при большей скорости) увеличивает его интенсивность.
Расчёт для вытяжных систем местного значения
По большому счёту расчет местной вытяжной вентиляции производится с помощью формул и учётом множества параметров самого помещения, температуры воздуха, вредности, мощности двигателей и так далее, хотя это касается только производства, да и то не всегда. Но если уж дело доходит до вычислений, то нас будет интересовать вытяжной зонт — именно его и нужно учитывать в первую очередь, чтобы все вредные вещества поднимались именно к нему, а не рядом.
Читать также: Схема редуктора шуруповерта интерскол
Зонт является самым удобным приспособлением для локальной вытяжки, особенно это касается кузнечный горнов, варочных плит, печей с открытым огнём, горячих ванн и так далее — нагретый воздух сам поднимается под купол, где и попадает в вентиляционный канал. Безусловно, зонт, как того требует инструкция, должен быть расположен, как можно ближе к источнику, во всяком случае, на столько, на сколько это вообще возможно.
Отправным значением для скорости движения потока в рабочем проёме этого самого зонта принято считать значение от 0,15 до 1,25м/с. Скорость прямо пропорциональна количеству отравляющих газов и площади перекрытия — чем больше газов и меньше купол, тем интенсивнее должно быть всасывание.
Производительность агрегата (м3/час) или объём отсасываемого воздуха вычисляется по формуле L=360abv — здесь под символами a и b подразумевается периметр рабочего проёма в метрах, а под символом v скорость воздушного потока (м/с) в этом самом проёме.
Для сварочных столов и наплавочных установок также необходимы отдельные расчёты, так как над таким местом невозможно навесить вытяжной зонт (он попросту будет мешать), поэтому, здесь устанавливаются воронкообразные или щелевидные отсосы длиной от 250 мм до 350 мм, в зависимости от потребности. В таких ситуациях применяется другая формула для расчётов, которая выглядит, как L=ko3√I, здесь уже значение ko — это коэффициент для щелевого или воронкообразного отсоса (щелевой — 12, воронкообразный — 13,2), а символом I обозначен сварочный ток в амперах (А).
Для рабочего места сварщика вентиляция такого типа может выполняться по-разному, хотя, по одному и тому же принципу, например, это может быть труба с зонтом, подведенным сбоку, но может быть и в виде решётки на рабочем столе, где газы высасываются в прямо противоположную сторону. Второй вариант наиболее благоприятен для работающего там человека, так как в таком случае он практически не вдыхает вредные газы. Производительность агрегата по перекачке воздуха (м3/час) следует рассчитывать по количеству электродов, которые сварщик способен использовать в течение часа, а также по наличию в них каких-либо вредных веществ.
Виды систем вентиляции и правила обустройства
Вытяжка для сварочного поста, установленная по правилам, способна заметно уменьшить концентрацию опасных веществ в атмосфере и минимизировать вред, наносимый окружающей среде. Тип и мощность вентиляторов, а также трассировку воздуховодов выбирают с учетом количества и расположения мест для сварщиков. Вытяжные конструкции можно размещать на крышах цехов или возле них, забор воздуха при этом не должен находиться на участке для выброса загазованной среды.
Местная
 Сварочный цех или мастерская имеют местную и общую вытяжки
Сварочный цех или мастерская имеют местную и общую вытяжки
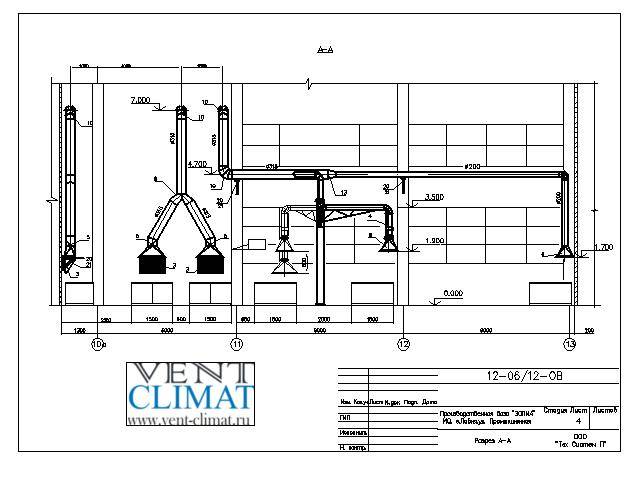
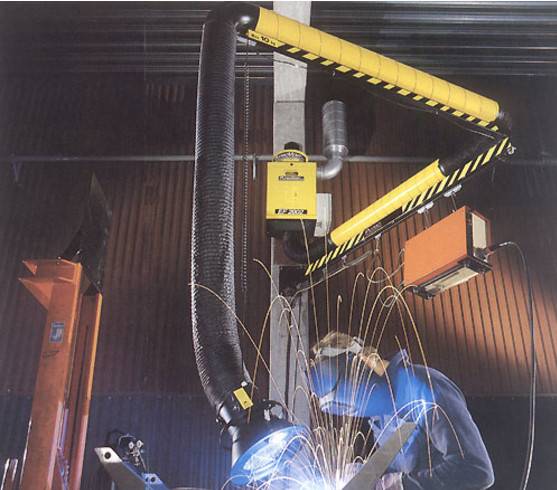
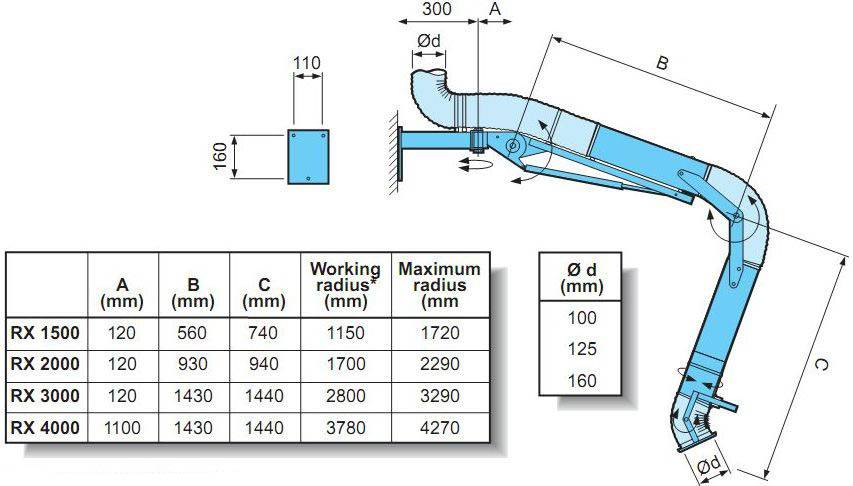
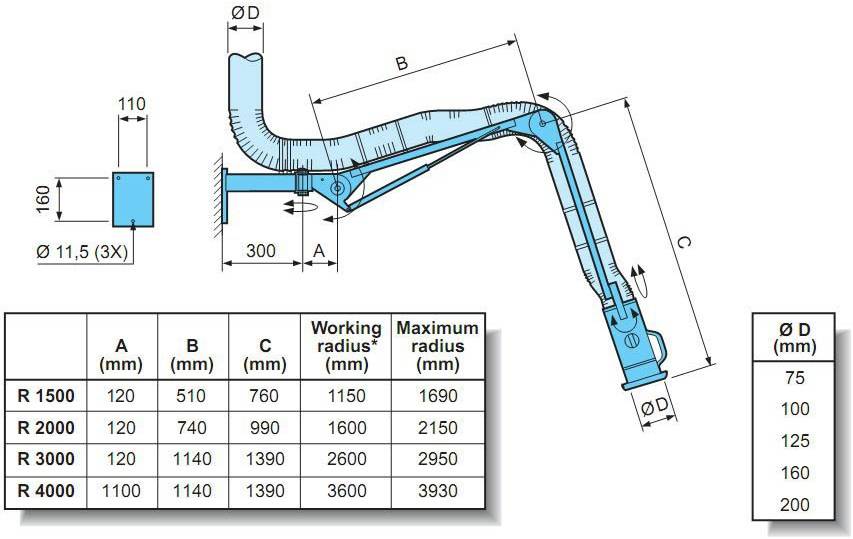
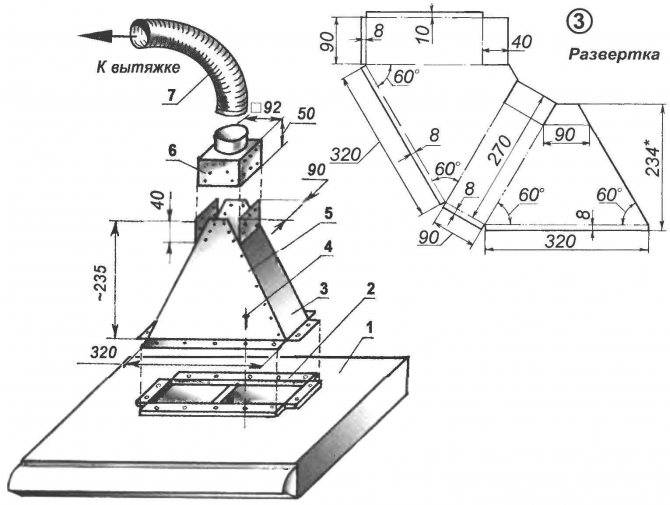
При создании вытяжки местного типа вентиляцию постов выбирают с учетом величины свариваемых элементов и интенсивности работ. От этих нюансов зависит количество и состав образующихся газов. Благодаря простой схеме и устройству производительность такой системы достигает 5,5 тыс. м3/час. Во время сварки и наплавки крупных изделий на столах, не дополненных устройствами, сварочные аэрозоли убирают с помощью отсосов мобильных агрегатов с фильтрационной вентиляцией. Для некоторых типов работ целесообразно использовать вытяжки подъемно-поворотного вида. Их конструкция включает гибкий шланг диаметром до 200 мм, закрепленный на консоли и направленный в нужную зону. Приемный патрубок при этом размещают на дистанции в 7-8 метров от работника.
Общеобменная
 Вытяжные вентиляторы на сварочных постах
Вытяжные вентиляторы на сварочных постах
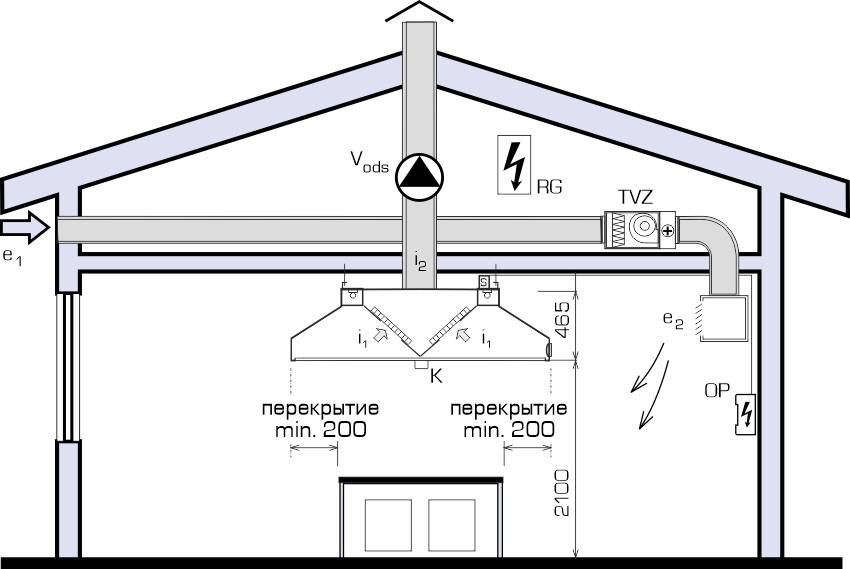
Система общеобменного типа включает в себя нагнетающий и вытяжной вентиляторы, а также воздуховоды, оснащенные фильтрами и регулируемыми приточными конструкциями. Такая вентиляция предназначена для обеспечения свежим воздухом всех помещений цеха и уменьшения содержания вредных примесей в атмосфере. Ее стоит выбирать, если в процессе работ используют более 200 г/час электродов на 1 м3 от общего объема помещения. В противном случае притоки воздушных масс будут обеспечиваться естественным путем.






Зимой наружный воздух подают в цех при температуре не ниже +18 градусов. Общеобменная вентиляция для сварочного поста должна быть дополнена фильтрационными элементами, очищающими воздух перед выбросом в пространство. Производительность устройств подбирают так, чтобы обеспечить 10-кратный воздушный обмен. Вертикальная скорость перемещения масс воздуха сохраняется на отметке не ниже 0,1 м/с. Этого значения достаточно для смешивания сред и ликвидации сварочных аэрозолей из зон вне постов.
Внутри замкнутых и полузамкнутых пространств
 Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.
Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.
Самым распространенным типом системы является схема вентилирования емкости при помощи приточной струи, в которой предусмотрен монтаж гибких шлангов и вентиляторов с высоким давлением. Главное преимущество этого способа заключается в подаче чистого и подогреваемого в холодное время года воздуха с улицы. Цистерны в такой схеме располагают на специально отведенных для этого местах. Чтобы определить объем подаваемого воздуха, его скорость на рабочем участке не должна превышать 0,7-2,0 м/с для ручной сварки. Избежать попадания загрязненного воздуха в цех можно, установив подачу масс с противоположной стороны.
Конструкция

Стол сварочно-сборочный Evidence SS8-2d-as (800х1200). Фото Сварщик Алтая
Стол представляет собой конструкцию, на которой можно удобно расположить заготовку. В отличие от простого верстака, чтобы выполнить качественную сварку требуется наличие элементов крепления оснастки для надежной установки свариваемых деталей. Кроме этого, необходимо обеспечить электробезопасность работ, так как использование сварочного аппарата располагает к использованию электрического источника питания. Данные условия формируют основные составляющие конструкции сварочного оборудования:
- столешница, оригинальной конструкции, спроектированная под комплект применяемой при работах оснастки;
- рамная конструкция, обеспечивающая несущую способность для столешницы с установленной на ней обрабатываемой детали;
- для устойчивости сварочный стол устанавливается на опоры, которые могут быть как стационарными, так и передвижными;
- при работе в закрытых помещениях в конструкции предусматривается оборудование вентиляции;
- предусматриваются места для хранения вспомогательной оснастки и возможно самого сварочного аппарата;
- предусматриваются места крепления заземления и сварочного кабеля, например, в виде кронштейнов.
Регулирующий механизм обустройства местной вентиляции

Периодически необходимо вентиляторы и фильтры очищать от скопившейся грязи
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
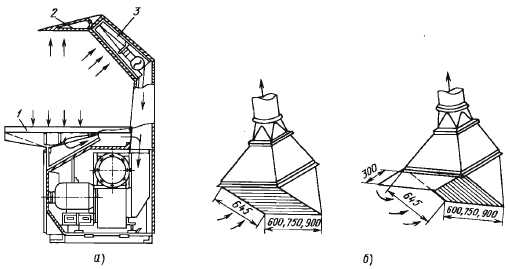
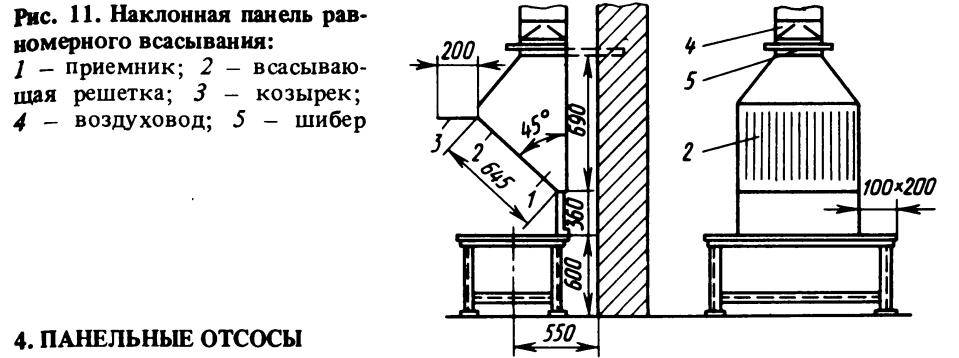
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Виды и правила обустройства
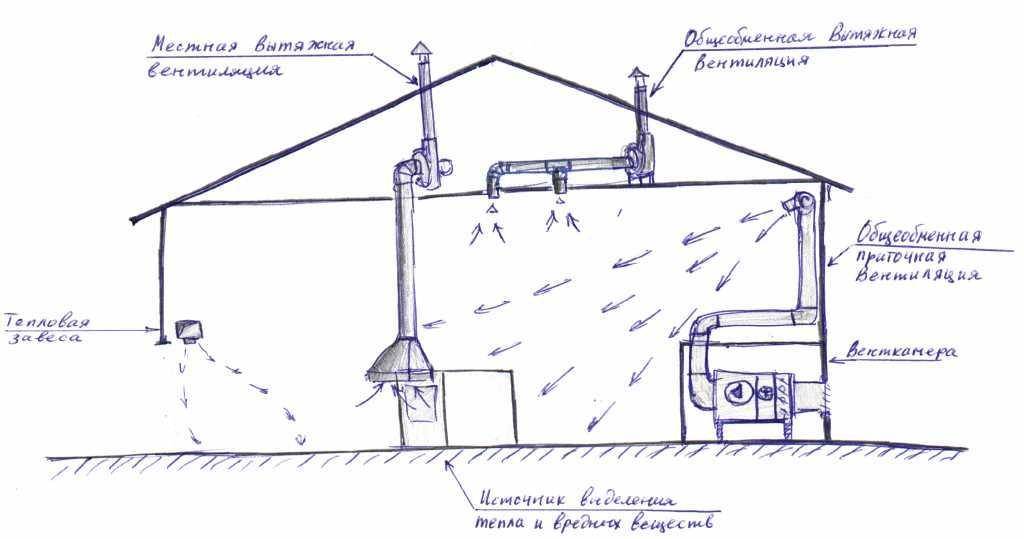
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.

Вентиляция для сварочного поста
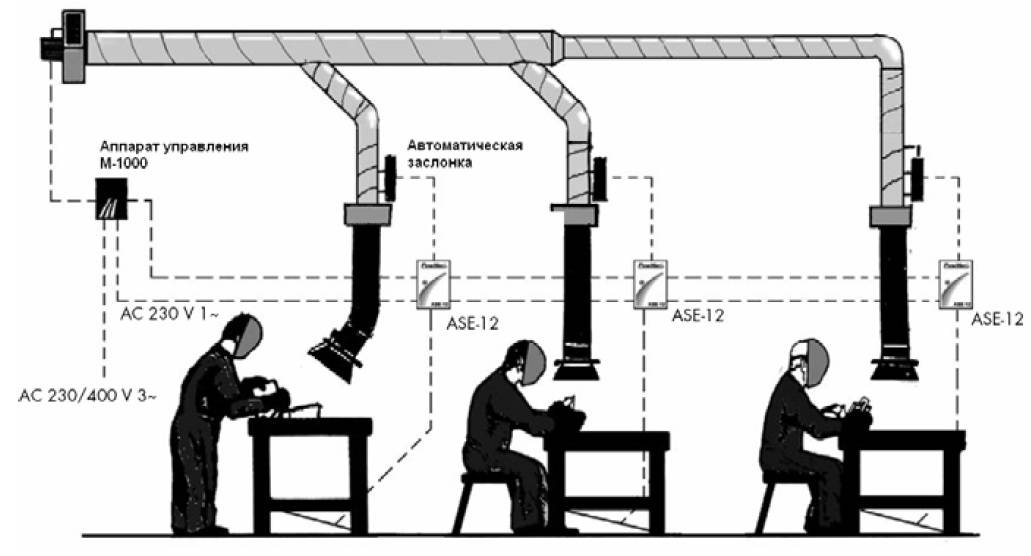
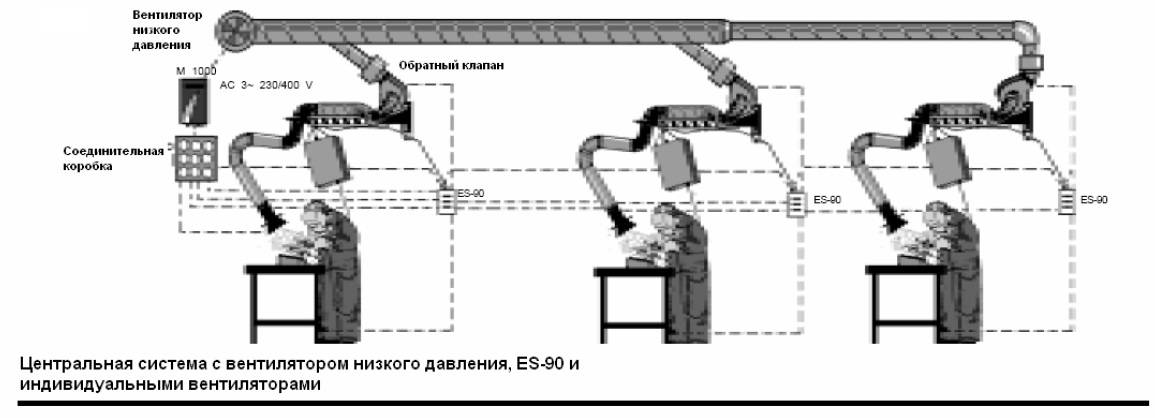
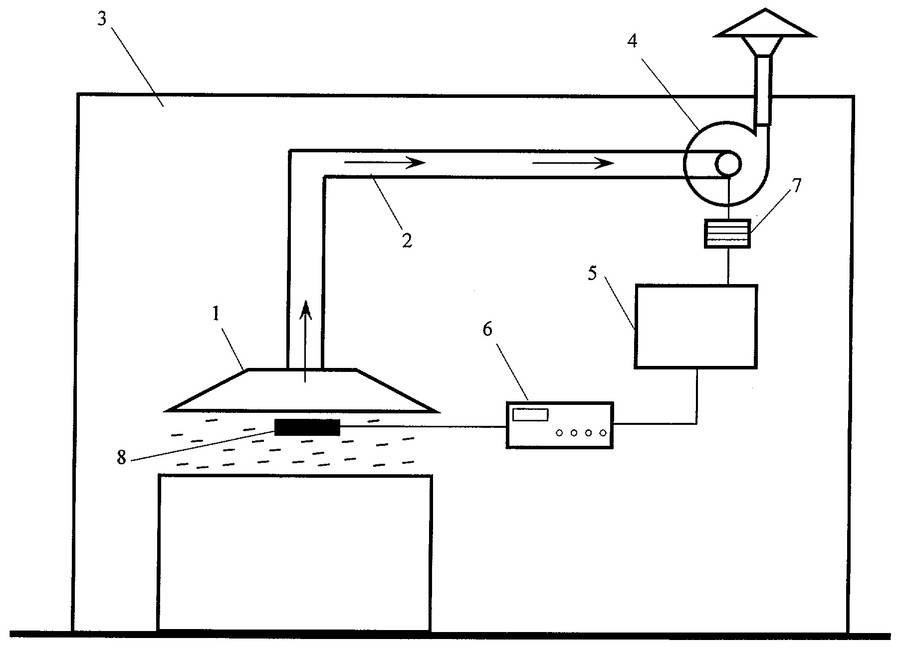
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
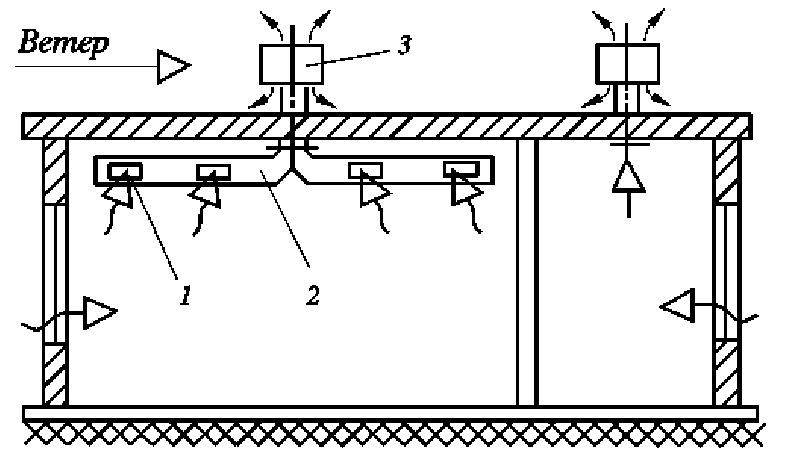
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Вентиляция сварочного поста в Санкт-Петербурге (СПб)
Вентиляция сварочного поста одно из ключевых направлений деятельности .
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.



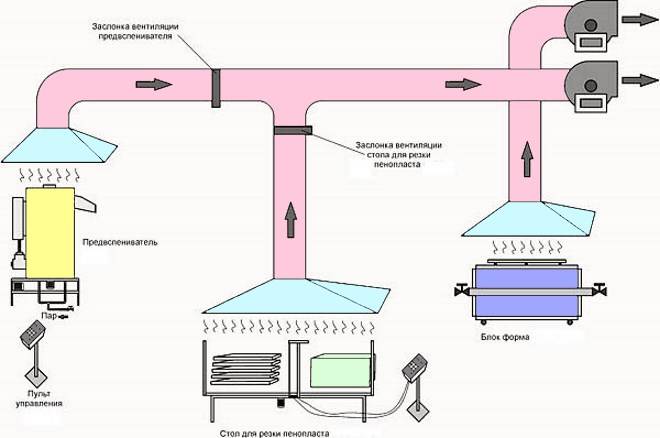
Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.
При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% — на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.







Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.