Рекомендации по правильной пайке пластиковых труб
 Следуя рекомендациям и методике пайки, вы смело можете приступить к прокладке трубопровода в своем доме или в квартире, не прибегая к услугам специалистов.
Следуя рекомендациям и методике пайки, вы смело можете приступить к прокладке трубопровода в своем доме или в квартире, не прибегая к услугам специалистов.
Не имея начального опыта можно потренироваться на обрезках трубы, она недорогая, зато вы сэкономите на всей системе, и следующий монтаж, допустим, бани, превратится в удовольствие.
Правила пайки
- Запомните непреложное правило пайки — первым одевается фитинг на тефлоновую форму, вторым — труба, дальше идет отсчет времени в соответствии с таблицей.
- Проверьте пайку на качество сразу после первой фиксации. Просвет трубы не должен быть уменьшен наплавленным пластиком, в противном случае заводите трубу на 1−2 мм менее глубоко.
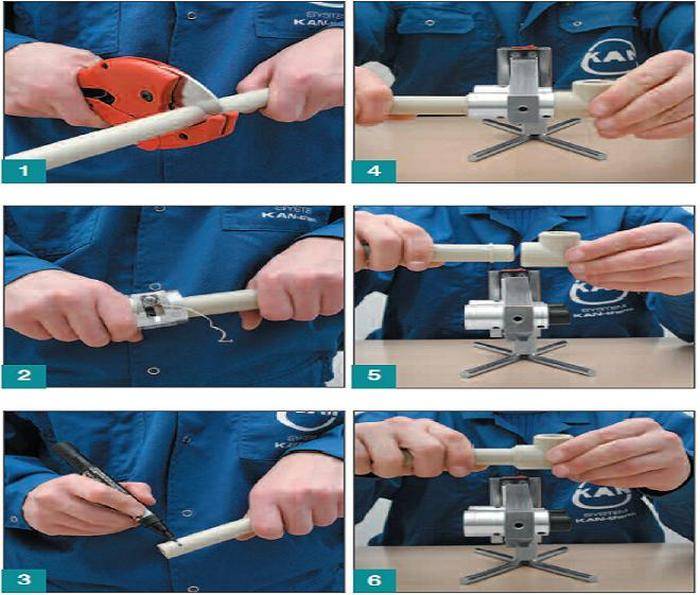
- От края среза трубы карандашом отметить длину нагреваемой части, которую необходимо завести в форму.
- В случае пайки фитингов с двух сторон, сначала припаивают с одного конца, затем, на другом конце трубы отмечают место и направление пайки для правильного присоединения его относительно оси и нужного поворота, например, чтобы они были в одной плоскости под углом в 120°.
- Вводится в нагретую форму первоначально фитинг, потом труба, делается выдержка согласно таблице (считаем секунды). Затем, не делая резких движений, вытягивают обе детали, соединяют, совмещая с заранее отмеренными линиями, регулируют углы, соотношение осей и плоскостей плавными легкими движениями. Время корректировки не должно превышать табличное для успешной фиксации.
- В течении полуминуты соединение держать в неподвижности до полной фиксации.
- Никакого вращения спаянных элементов не допускается.
- Спаянное соединение должно остыть естественным ходом, применять воду или лед нельзя.
- В случае брака, соединение нужно демонтировать и поставить новое, можно использовать соединительную муфту, если возникнет необходимость.
- Образование оплавленного кольца вокруг торцевой части фитинга означает правильность пайки и её прочность.
- В конце работы не забудьте протереть ветошью ещё не остывшие тефлоновые формы для удаления пригара, грязи и наплавления пластика.
- Чтобы избежать брака, невидимого сразу, а обнаруживающегося во время эксплуатации, необходимо перед работой прогревать аппарат для пайки не менее 5−6 минут и держать включенным. Если паяльный прибор будет недостаточно нагрет. Спустя некоторое время может появиться течь в местах пайки.
- Обязательно выдерживать время нагревания соединительных элементов, чтобы в дальнейшем избежать протечки.
- Не надо перегревать трубу, в противном случае она с трудом будет продвигаться внутрь переходника и деформироваться, что может привести к частичному или полному перекрытию просвета фитинга, естественно, и к потоку воды в водопроводной пластиковой трубе во время эксплуатации системы.
- Не надо передерживать время для соединения.
- Повторно использовать фитинги нельзя, даже если вы легко вытащили их из только что некачественно запаянного соединения.
- Используйте соединительные элементы и трубы одного производителя, так как у них один химический состав. Использование материалов от разных производителей приведет к ухудшению качества соединения.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Сборка трубопровода
Пайка сантехнических труб – это только полдела, ведь нужно еще собрать трубопровод, состоящий из подготовленных узлов. Для сборки цельной конструкции также потребуется паяльник. Последовательность соединения всех узлов в единую систему довольно проста – сначала устанавливается вертикальный стояк, потом прокладываются отводящие трубопроводы, а после этого все эти элементы фиксируются на своих местах.
Для фиксации узлов на своих местах после монтажа запорной арматуры используются кронштейны, которые обязательно должны располагаться рядом со сварными швами (обычно расстояние между кронштейнами и швами составляет около 5 см). Остальные участки трубопровода крепятся с обычным шагом, позволяющим предотвратить провисание и повреждение труб.

Особое внимание стоит уделить соблюдению правил и техники безопасности. Пайка водопроводных труб должна выполняться с использованием средств индивидуальной защиты – очками и перчатками
Запускать систему можно не раньше чем через час после соединения всех узлов.
Заключение
Пайка водопроводных пластиковых труб – это несложный процесс, который вполне по силам даже неопытным мастерам. Достаточно лишь вникнуть в основные правила и принципы данной работы и подойти к ней со всей ответственностью.
Предметы мебели
Несколько примеров меблировки кухни, объединенной с гостиной:
- 1. Диван. Он становится предметом, который зонирует пространство. Диван ставят спинкой к тому месту, где готовят еду. В небольшие комнаты (менее 20 кв м) ставят уголок, который располагают у стены, установленной перпендикулярно или параллельно от кухни.
- 2. Гарнитур. По мнению дизайнеров, минималистичные модели без вычурных деталей смотрятся современно. Сервиз, вазы или бокалы ставят на открытой полке. Для них можно купить модную витрину. Мебель ставят возле стены. Если пространство большое (20 кв м, 25 кв м или 30 кв м), то в центральной части можно установить остров, в котором есть и отделы для кухонных приборов.
- 3. Комплект мебели. Стиль должен сочетаться с оформлением обеих комнат. В малогабаритных помещениях хорошо смотрится компактный столик и стулья, сделанные в из прозрачного материала или окрашенные в светлые цвета. В интерьер гостиной можно поставить стол с круглой столешницей. В просторных помещениях комплект устанавливают возле стенки или в центральной части. Здесь будет хорошо смотреться вытянутый обеденный стол прямоугольной формы.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв — это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.

Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.







При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
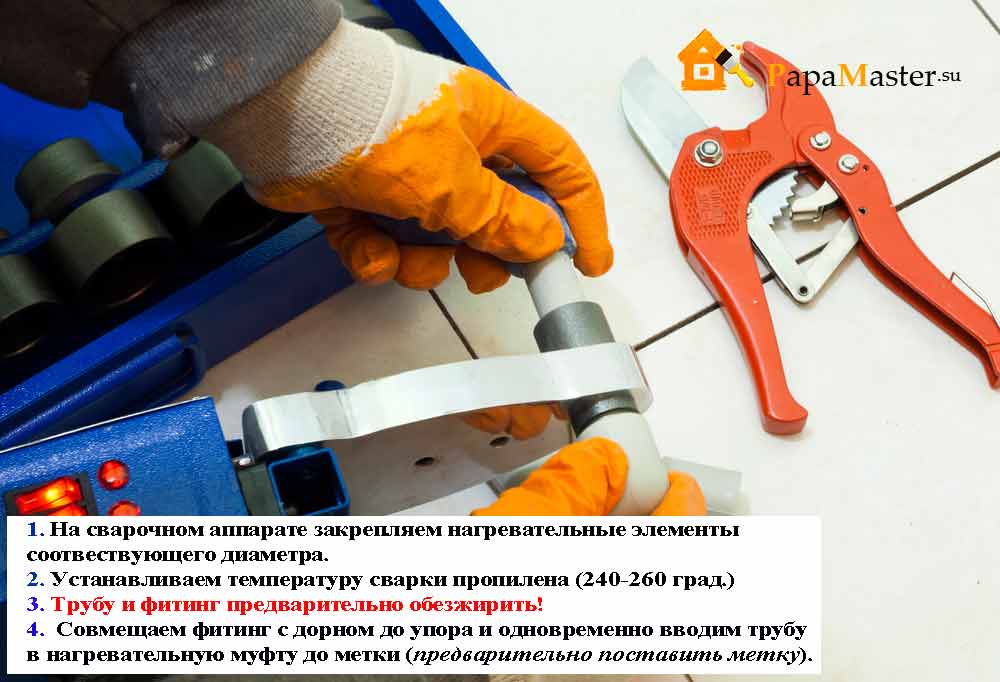
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.

Технология
Перед тем, как паять пвх водопровод, отмерьте необходимое количество материала и подготовьте нужный фитинг. Зачистите рабочие поверхности на обоих отрезках, если это необходимо.
Паяльный инструмент подключите к сети. Нагревание займет около 10 минут. Внимательно изучите инструкцию к прибору. Она содержит не только время полной готовности к работе, но и срок контакта труб определенного диаметра с нагревательным элементом. Не следует превышать этот временной промежуток в противном случае нарушается технология спаивания и водопровод не сможет нормально функционировать.

Наденьте трубу и фитинг на нагревательный элемент паяльника, отсчитайте время, указанное в инструкции для данного диаметра труб, и сопоставьте нагретые концы. Соединение проходит спокойно, без приложения лишней силы. Также нельзя вращать и изгибать конструкцию в момент соединения. Это негативно повлияет на прочность узла. Глубина захода конца в переходник – 14-25мм. После соединения концов фиксируем конструкцию 10-15 секунд. Когда труба остыла, продолжаем монтаж.
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество. Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Как паять пластиковые трубы
Для монтажа системы трубопровода необходимо приобрести специальный сварочный аппарат, его стоимость зависит от производителя. Профессиональным сантехникам надо иметь надежные и качественные инструменты, если вы занимаетесь трубопроводами только у себя дома, то достаточно купить дешевую китайскую поделку.
Сварочный набор
В комплект входит паяльник с подставкой. Обращайте внимание, чтобы паяльник можно было фиксировать на подставке в двух положениях, это иногда требуется во время сварки труб в труднодоступных местах
Паяльник для полипропиленовых труб
Есть ножницы для резки пластиковых труб и насадки для нагрева внешних и внутренних поверхностей. Насадки прикручиваются к паяльнику шестигранным ключом, он также включается в комплект. Диаметр элементов для нагрева 20 мм, 25 мм, 32 мм и 40 мм. В домашних условиях чаще применяются насадки на 20 и 25 мм, на 32 мм очень редко, а на 40 мм почти никогда. Для разметки прилагается рулетка.





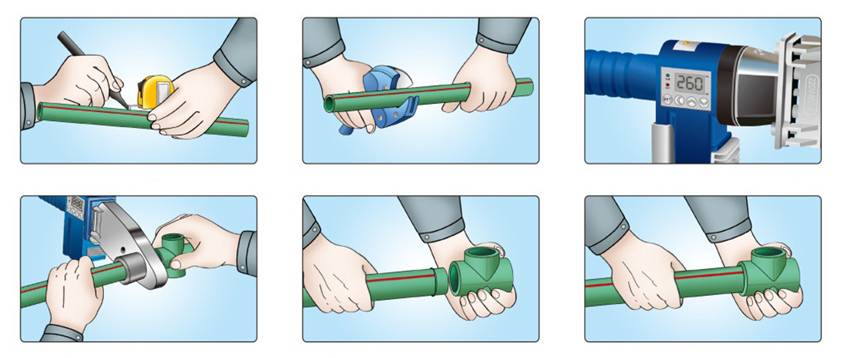
Шаг 1. Установите паяльник на поставку и включите его в сеть. На рукоятке есть пульт управления с указанием температуры нагрева, пока инструмент готовится, прикрутите насадки соответствующего диаметра.
Подготовка паяльника к работе
Почему?
- Элементы намного быстрее прогреваются до установленных терморегулятором температур. Кроме того, в этом месте показатели самые точные.
- Паяльник более устойчив, что повышает безопасность пользования. Во время запихивания/вынимания труб из насадок возникают значительные боковые усилия, у неопытных мастеров паяльник может опрокидываться.
Во время монтажа трубопроводов возникают ситуации, когда фитинг уже установлен на прикрепленной к стене трубе, а к нему надо приварить еще один отрезок. Нагрев требуется делать непосредственно на трубопроводе, паяльник приходится держать на минимальном расстоянии от стены. Для таких случаев насадки требуется крепить на конце пальника. Рекомендации надо выполнять новичкам, профессионалы всегда фиксируют насадки на конце и не теряют время на их перекручивание.
Шаг 2. Выставьте температуру нагрева +250°С.
Терморегулятор паяльника
Но это значение довольно условное по нескольким причинам.
Во-первых, показатели сильно колеблются в зависимости от производителя сварки
У китайских агрегатов она может изменяться даже при постоянной длительной работе, никто не может объяснить причину.
Во-вторых, нагрев зависит от качества пластиковых труб, а здесь также существуют различия.
В-третьих, мастер сам на глаз определяет степень нагрева, он обращает внимание на скорость плавления и консистенцию пластика. Практика показывает, что всегда лучше выставлять начальную температуру +250°С, а потом по мере необходимости корректировать ее. . Никогда не забывайте о технике безопасности
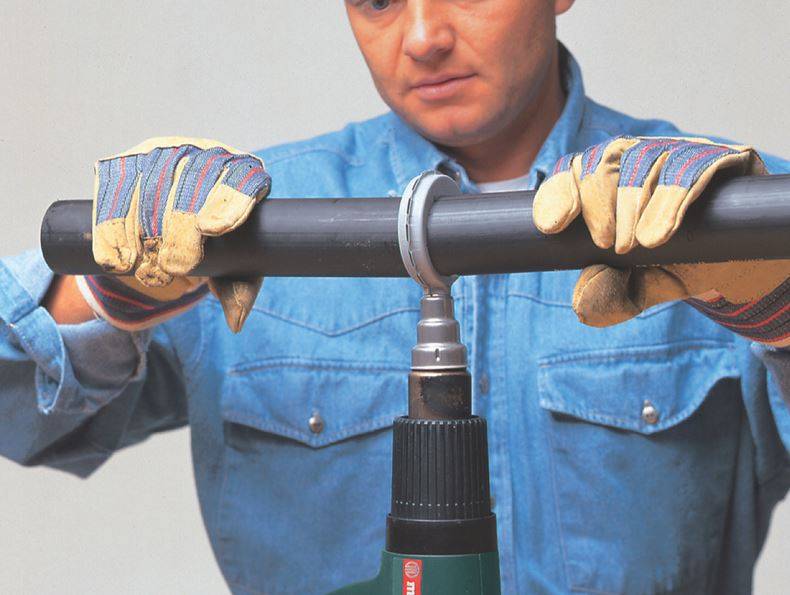
Вы работаете с нагретыми поверхностями, защищайте руки перчатками.
Никогда не забывайте о технике безопасности. Вы работаете с нагретыми поверхностями, защищайте руки перчатками.
Шаг 3. Карандашом отметьте на трубе длину прогрева.
Отметка длины прогрева
Для этого надо знать, как глубоко она заходит в фитинг. Опытные мастера рекомендуют не прогревать на максимальную длину, а оставлять холодными примерно 2–3 мм, греть на 13–15 мм. Дело в том, что если прогретый участок будет слишком длинным, то во время соединения мягкий торец загибается и значительно уменьшает внутренний диаметр трубы. Последствия такого явления некритичны, но довольно неприятные. Все зависит от того, сколько у вас будет в общей сумме неправильных соединений и как уменьшается диаметр в сумме. Карандаш лучше применять в связи с тем, что потом метки без проблем удаляются. Они очень некрасиво смотрятся на готовом трубопроводе.
Шаг 4. Одновременно вставьте обе части в насадки. Все действия рекомендуется выполнять синхронно, вставлять и вынимать элементы необходимо максимально одновременно. С усилием прижимайте их к накладкам, во время нагрева поворачивать не рекомендуется. Хотя это и не оказывает заметного негативного влияния на прочность сварки.
Прогрев трубы и фитинга
Шаг 5. Выдержите примерно пять секунд, снимите с насадок и соедините детали.
Температура и время пайки
Очень спешить не надо, у вас в запасе имеется примерно десять секунд. За это время можно спокойно выровнять элементы, они должны располагаться строго по одной оси.





Соединение элементов
Пайка пластиковых труб не считается технологически сложным процессом, но если есть опасения, то можно немного потренироваться на отрезках. Муфты и уголки стоят копейки, финансовых убытков не будет.
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
Пайку труб намного легче осуществлять вдвоем
Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Как паять полипропиленовые трубы
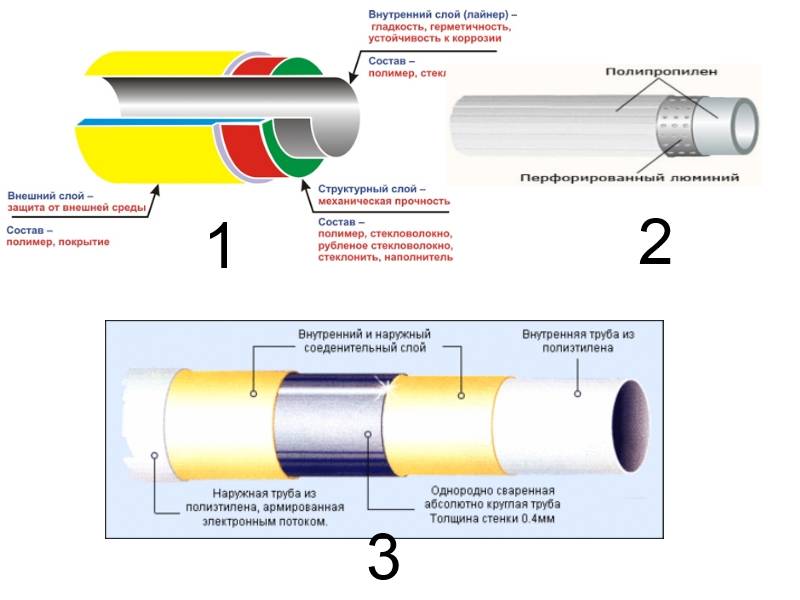
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.







Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
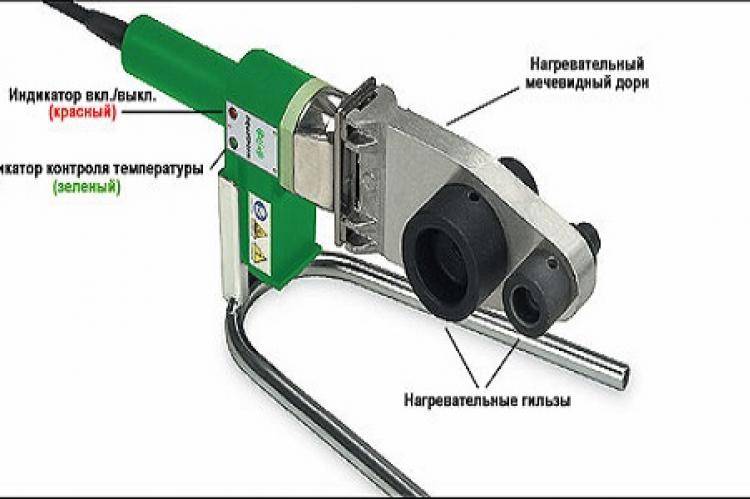
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
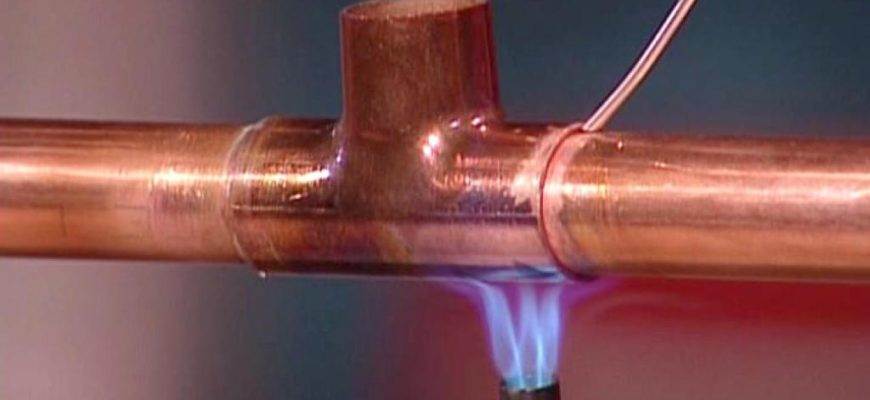
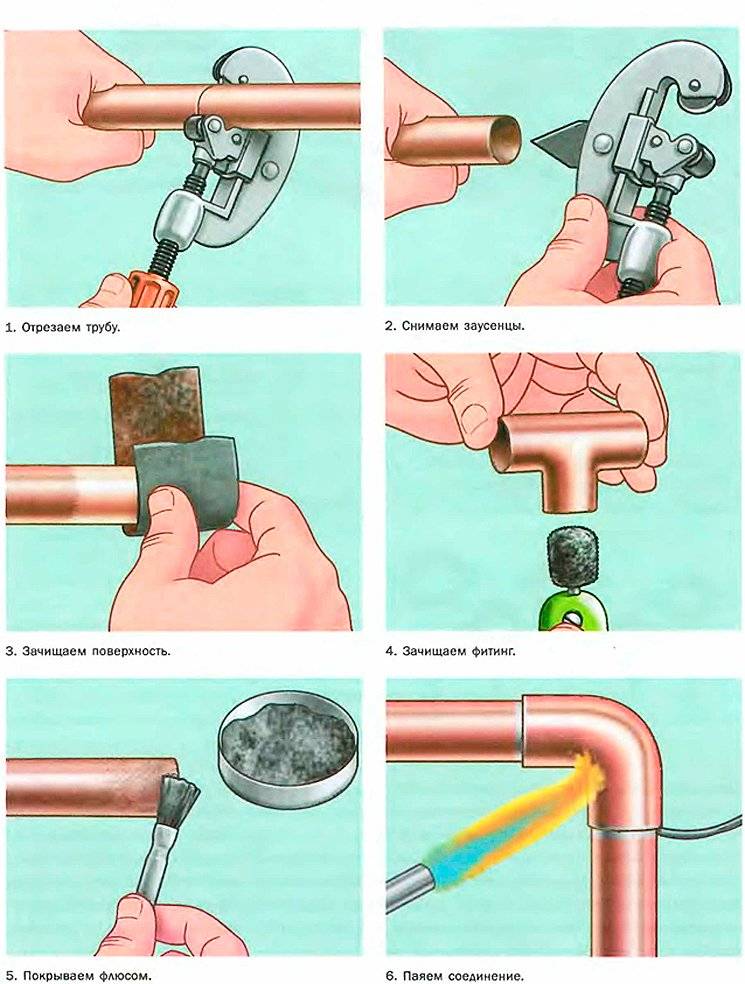
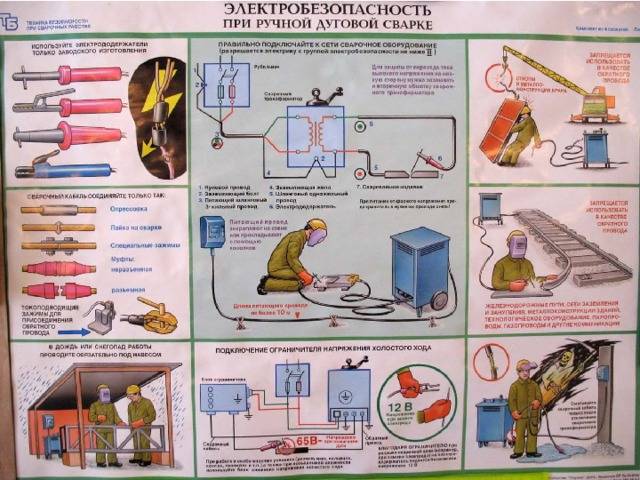
Работа с инструментами и газовой горелкой
При пайке металлов допускается использовать только подходящее для этих целей оборудование. Если пайка алюминия или другого металла осуществляется в домашних условиях, то самым подходящим инструментом для этих целей является электрический паяльник (мощностью не менее 100 Вт) или же небольшая газовая горелка.

Если для пайки применяются порошкообразные флюсы, то их перед использованием необходимо смешать с подходящими растворителями. Это позволит уменьшить процент распыления вредных частиц флюса в воздух. То же самое касается и пайки оловянно-свинцовыми припоями.
Используя оловянно-свинцовые припои в больших количествах, нужно предпринять все попытки на отведение вредных для организма паров свинца. Помимо хорошей вентиляции, для пайки припоем с высоким процентом содержания свинца, рекомендуется использовать отдельное помещение.

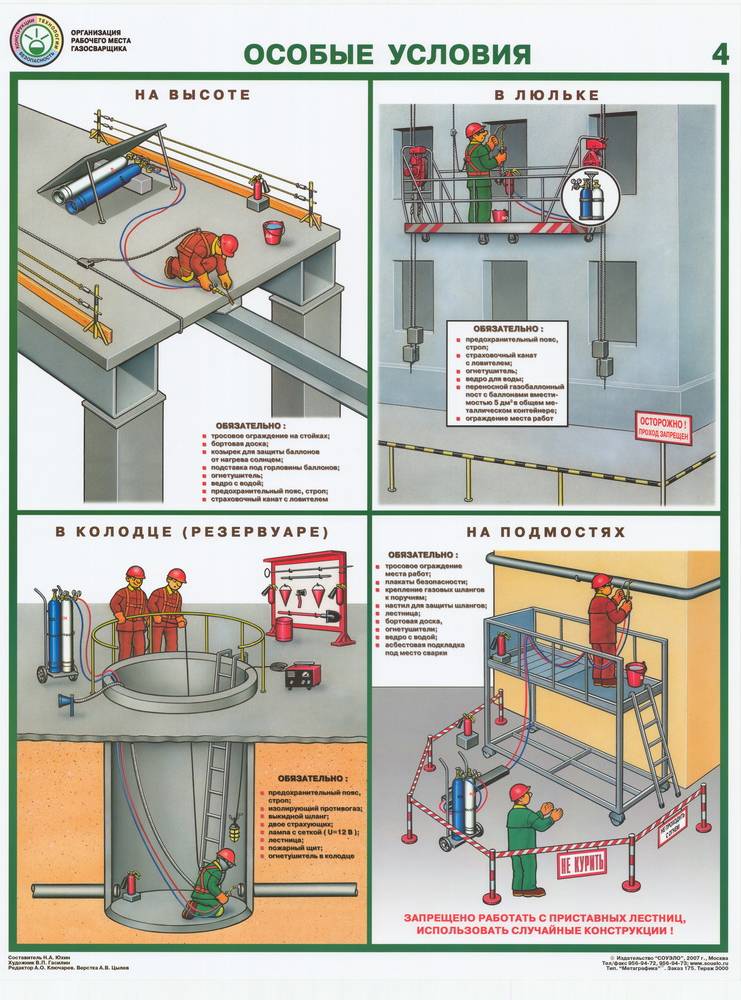
Обязательно следует учитывать и тот факт, что при пайке в газовой среде, некоторые компоненты способны смешиваться с воздухом, что в итоге будет представлять собой взрывоопасную смесь. Поэтому некоторые работы с использованием газа требуют предварительной продувки воздухом. Особенно это касается трубопроводов, и других, подобных им конструкций.
Особенности правильной пайки полипропиленовых элементов
Для тех, кто решил разобраться, как правильно паять полипропиленовые трубы, видео, размещенное на этой странице, пошагово продемонстрирует этот процесс и разъяснит основные нюансы и тонкости. Для начала следует надеть на паяльник нужные насадки (одну или несколько одновременно), подключить устройство к электросети, установить требующийся режим нагрева (обычно для пайки элементов из этого материала достаточно 250-300 градусов Цельсия). Точная температура непосредственно зависит от погоды и параметров трубы. Далее следует подождать, пока на термостате не загорится зеленая лампочка, сигнализирующая, что прибор достаточно прогрелся. Насадкам для нагрева требуется больше времени, чем жалу паяльника, поэтому после включения лампочки рекомендуется выждать еще 5-7 минут.
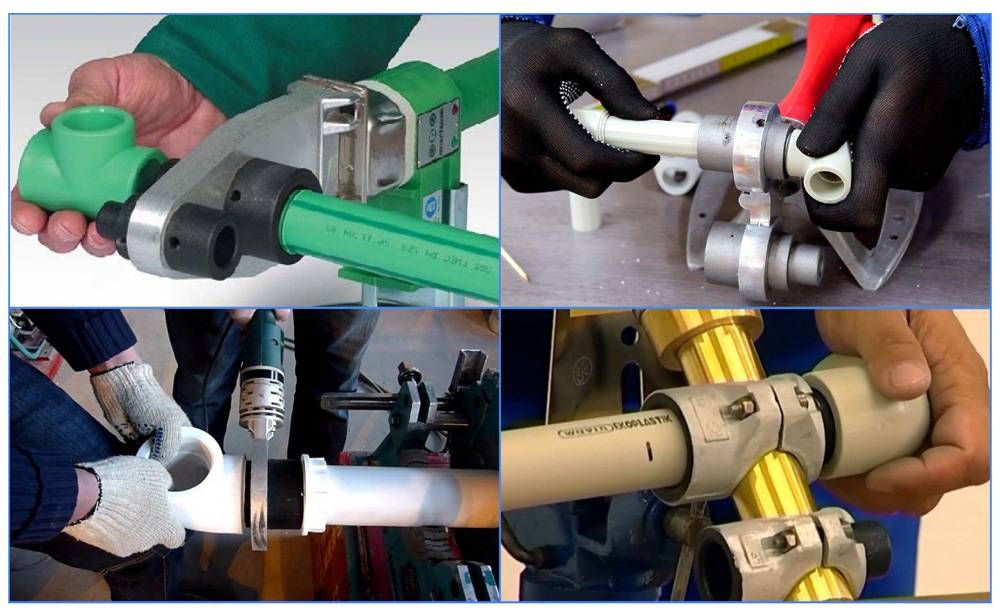
Порядок работы по пайке полипропиленовых труб
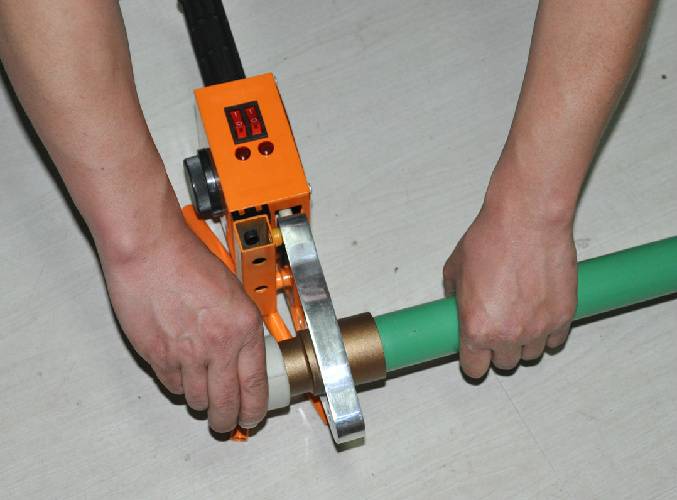
Чтобы паять трубы без помощников, ручку прибора фиксируют на полу одной ногой, а элемент трубопровода и нужный фитинг берут руками и, прилагая усилия, вдавливают их в насадку с противоположных сторон. Когда обе детали полностью целиком войдут в нее, ждут 5 секунд и достают их.







Очень важно не перегреть и не недогреть элементы. Если они недостаточно прогреются, стык будет некачественным и существует большая вероятность того, что он будет протекать во время эксплуатации
Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно. После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента.
Герметичность полученного шва во многом зависит от того, насколько хорошо стык был очищен от грязи, пыли и влаги. Воду удаляют при помощи сухого куска ткани, а пыль и грязь полностью отчищают. Этим процессом не стоит пренебрегать: при закипании испарившаяся вода может пробить в шве отверстия, которых вполне достаточно, чтобы он при эксплуатации начал протекать. Такая ситуация нередко возникает во время ремонта уже готового водопровода, поскольку вода, стоящая в трубах, может помешать качественной пайке. Опытные мастера знают единственное возможное решение этой проблемы: они заталкивают в трубу мякиш хлеба, который не пропускает воду в течение той единственной минуты, которая требуется для пайки. Позже, когда в водопровод подается вода, мякиш растворяется и без труда выходит из какого-нибудь смесителя.
Пайка труб своими руками
Еще один немаловажный нюанс заключается в правильной порезке и зачистке труб. Сделать зачистку достаточно просто: она обладает конструкцией, не позволяющей снять больше, чем требуется, с верхнего слоя изделия. Однако для того чтобы научиться правильно работать ножницами, потребуется некоторое время и несколько пробных разрезов. Чтобы стык был качественным, срез должен быть идеально ровным. Дешевые ножницы в большинстве случаев делают его кривым, что при подаче воды под сильным нагревом с большой вероятностью приводит к разрывам.
Для нарезки трубы применяют круговые движения, сначала нажимая на ручку труборезов легко, чтобы они только врезались в тело элемента, после чего проворачивая их вокруг него так, чтобы дорезать его тело до конца. Только при такой порезке можно надежно спаять полипропиленовые элементы и получить качественный стык, который прослужит долгие годы.