Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Как правильно варить электросваркой трубы – теория и практика от мастера
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.

Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Технология сварки пластиковых труб отопления
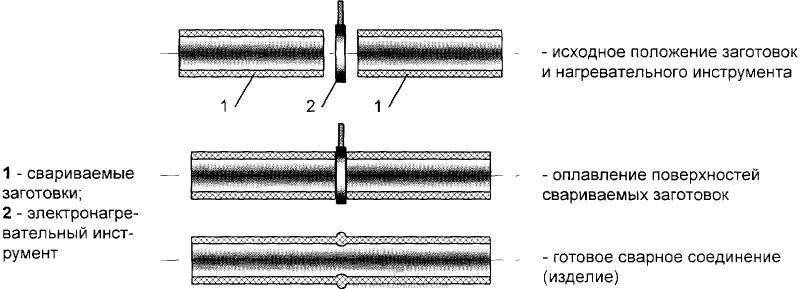
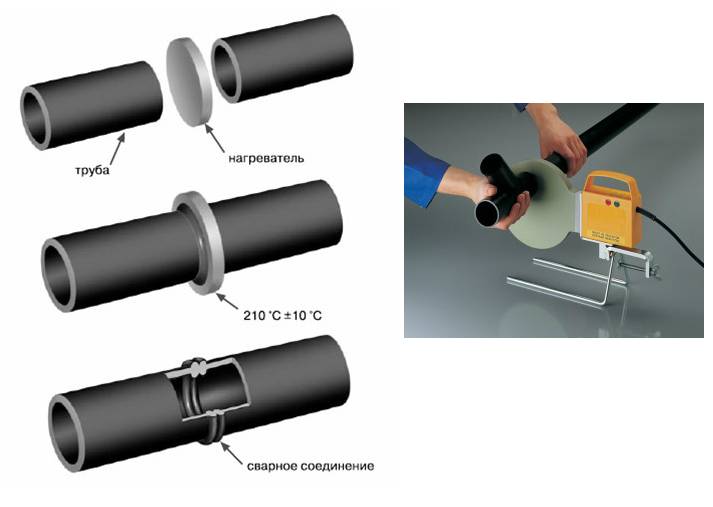
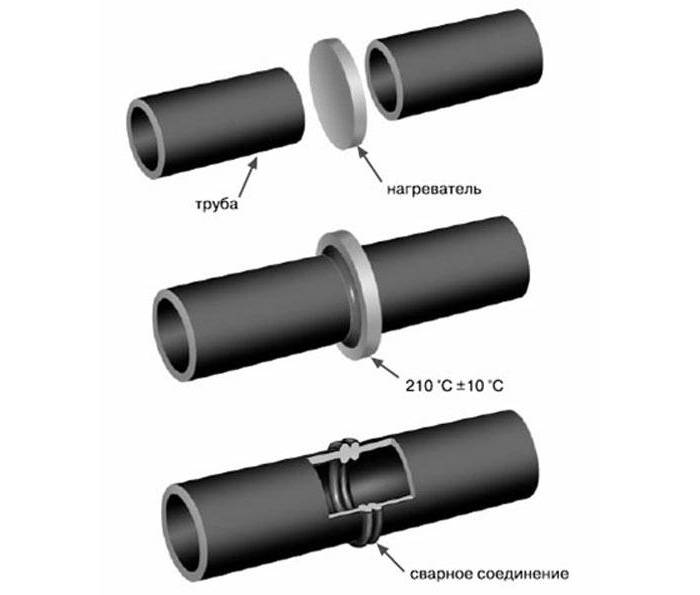
Процесс сваривания полипропиленовых труб требует значительно меньшего профессионализма по сравнению с металлическими. Соединяются они методом диффузионной сварки. Суть её заключается в следующем: отдельные элементы системы нагреваются при помощи специального аппарата (паяльника) до температуры, позволяющей выполнить их состыковку
При этом важно учитывать, что все используемые детали должны обладать одинаковыми характеристиками. При использовании полипропилена вполне может быть выполнена сварка труб отопления своими руками
При сварке полипропиленовых труб нельзя забывать о следующих нюансах, которые могут негативно отразиться на качестве работы:
- нагрев труб паяльником занимает примерно 5 секунд;
- плавление полипропилена начинается при температуре около 270 градусов. Выставить необходимое значение можно посредством специального регулятора, которым оснащается каждый аппарат;
- параметры процесса иногда подвергаются некоторым изменениям в зависимости от температуры воздуха в месте производства работ. Например, в холодное время года необходимо либо установить более высокую температуру плавления труб, либо увеличить время нагрева;
- время нагрева необходимо увеличивать пропорционально увеличению диаметра соединяемых труб;
- стыковка нагретых деталей производится в течение 30 с. Если трубы имеют большой диаметр, это время может быть увеличено.
Насадки, которыми оснащён паяльник, одновременно разогревают внешнюю и внутреннюю поверхности соединяемых деталей (муфты и трубы). В процессе нагрева на концах деталей образуются отбортовки. Нагретые детали снимают с насадок, после чего немедленно стыкуют их между собой, равномерно нажимая с двух сторон
После того, как элементы будут соединены, важно обеспечить их неподвижность, поскольку любое смещение может привести к нарушению соединяющего шва
Для обеспечения надёжного сцепления соединённые детали необходимо выдерживать вместе 30 секунд (или более, если трубы имеют большой диаметр). Образовавшийся в месте соединения бортик по всему кругу должен быть равномерным.
При недостаточном нагреве соединение не будет качественным. Однако перегревать трубы тоже нельзя: это может привести к сужению рабочего просвета. Коричневый цвет при нагреве свидетельствует о том, что полипропилен начинает гореть.
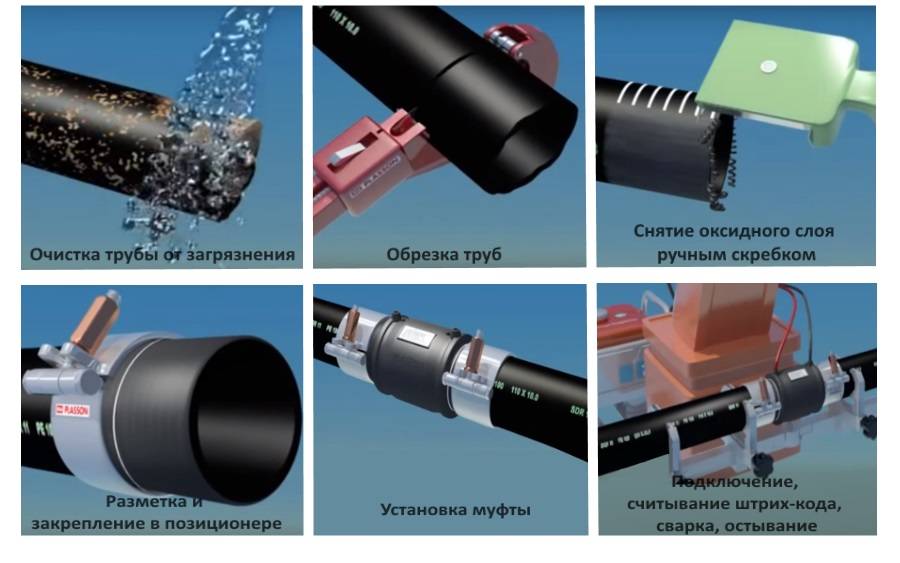
Ещё более проста процедура монтажа отопительных систем при помощи электрофитингов. Её может выполнить даже человек, не имеющий детального представления о том, как делается сварка труб отопления. Два отрезка трубы с разных сторон вставляют в муфту, после чего на неё подают напряжение от сварочного аппарата. Материал оплавляется, в результате получается очень надёжный шов.






Монтаж стальных радиаторов отопления
Монтаж стальных радиаторов отопления требует учета определенных нюансов. Среди них выделяют расстояние от пола, стены и подоконники и выбор места. Стальные радиаторы обладают специальными скобами, с помощью которых он навешивается на крепления. Чтобы конструкция была устойчивой, применяют специальный напольный кронштейн. Он выступает в качестве подставки, на которую делает опор батарея. От специфики конструкции зависит количество креплений. Установка стальной обогревательной панели требует соблюдения горизонтального положения. Это позволяет теплоносителю равномерно распределиться по системе, при этом не застывая в определенной части. При любом отклонении от горизонтального положения снижается эффективность работы.
Распространенные ошибки
Очень часто исправление дефектов и доработку сварочных соединений вызывает именно неаккуратная подготовка шва. Чтобы получить хорошие результаты сварки, избегайте этих распространенных ошибок:
- Очень часто можно встретить скос кромок со слишком острым углом, что приводит к плохому проникновению сварочного шва в глубь сварочного соединения.
- Не достаточно хорошая очистка от масла, грязи, краски или лака основного металла. Неправильные методы очистки могут вызвать пористость шва. Использование шлифовальных машин наиболее быстрый способ очистки зоны сварки. Убедитесь что вы очистили по крайней мере 2-5 см от торца детали, чтобы предотвратить попадание в шов посторонних материалов.
- Не соблюдение технологических процессов выполнения сварных швов может показаться удобным для экономии времени и увеличения производительности, но это также может привести к дальнейшим доработкам, исправлениям и неудачным сварным швам. Перед сваркой труб следует ознакомиться с спецификациями и технологическими процессам, там обычно содержатся правильный угол скоса, размер зазора, размер корня шва и другие важные детали.
Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т. к. соединение получается герметичным.
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).
- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Отрицательные моменты сварки труб отопления
В трубах отопления вода достигает температурной отметки в 105 градусов Цельсия. Именно поэтому температура, при которой плавятся эти трубы, должна быть намного выше. Почти все аналоги отвечают данному требованию. Разница лишь в амплитуде разночтений температур. К сложностям работы можно отнести высокую концентрацию внимания на выполняемой задаче, а также хороший контроль над собственными движениями. Неправильный поворот или неаккуратное движение станет причиной серьезного повреждения труб.
Если полипропиленовая труба изначально армирована – перед процессом сварки обязательно нужно снять слой алюминия. В противном случае не будет достигнута однородность материала при пайке. После такого грубого нарушения техники сваривания после охлаждения вероятно возникновение трещины, которая расшириться под влиянием давления и температур. Поэтому стоит очень ответственно относиться к процессу сварки.
Работы по обустройству дома, выполненные своими руками, это не только ни с чем несравнимое удовольствие, но и большая жизненная школа. Сегодня жизнь заставляет осваивать самостоятельно несколько профессий, актуальных как для собственных нужд, так и дающих возможность подзаработать. Очень востребована сварка труб электросваркой. В результате термохимических процессов, происходящих с применением электродов-проводников электрического тока, происходит соединение нескольких материалов в прочное соединение.
КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Они подразделяются в зависимости от того, что предстоит перемещать. Трубопроводы бывают промышленными, технологическими (на предприятиях, между ними), магистральными, для подачи горячей и холодной воды, газа и канализационными. Эта специфика определит, на каком материале остановиться: металле, пластике или керамике.
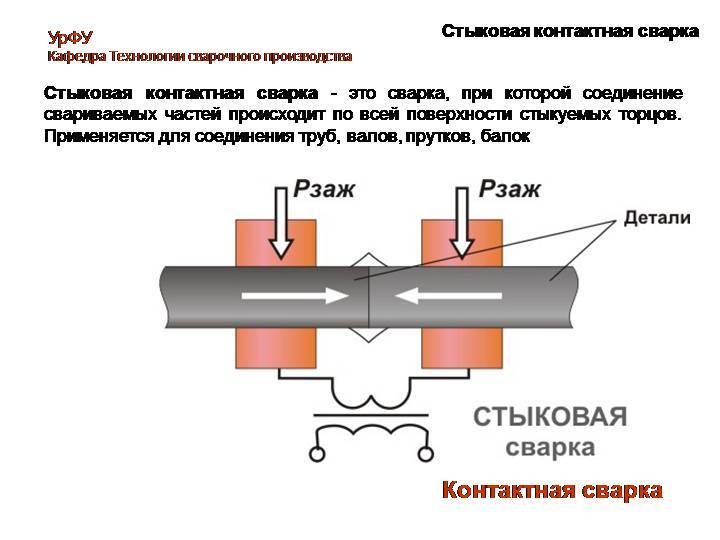
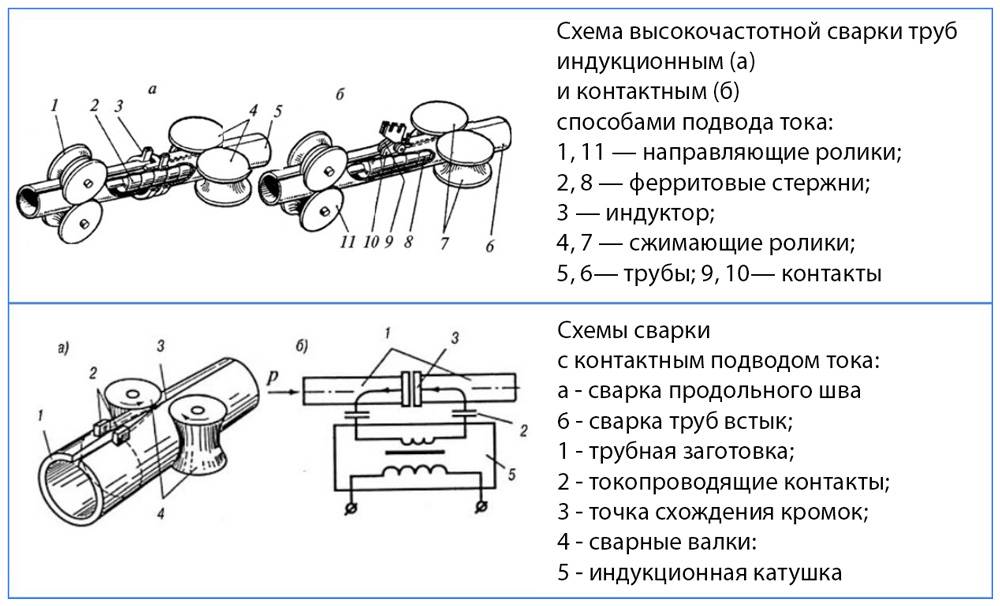
Стыкуют части трубопровода 3-мя способами. Взрывом при трении (механический). Плавлением (это уже термический). Отнесем сюда плазменную, электролучевую и газосварку. Магнитоуправляемой дугой путем контактного стыка (термомеханическим). Из них выбирают один, исходя из параметров и материала будущей конструкции.
Отметим, что указанные способы — универсальны, соединят трубу любого d . Плавление распространяется на электродуговую и газосварку. К давлению прибегают в газопрессовой сварке, когда холодная, а также контактная и ультразвук. Кстати, механизированная и электродуговая в ручном режиме первенствуют.
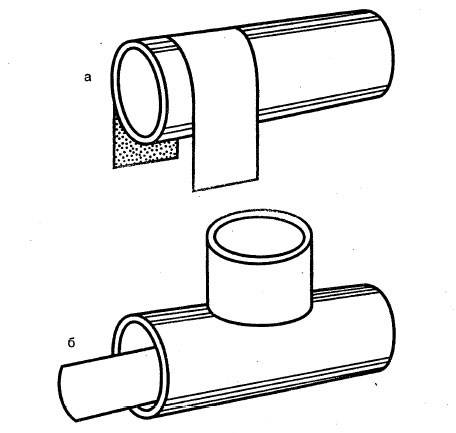
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
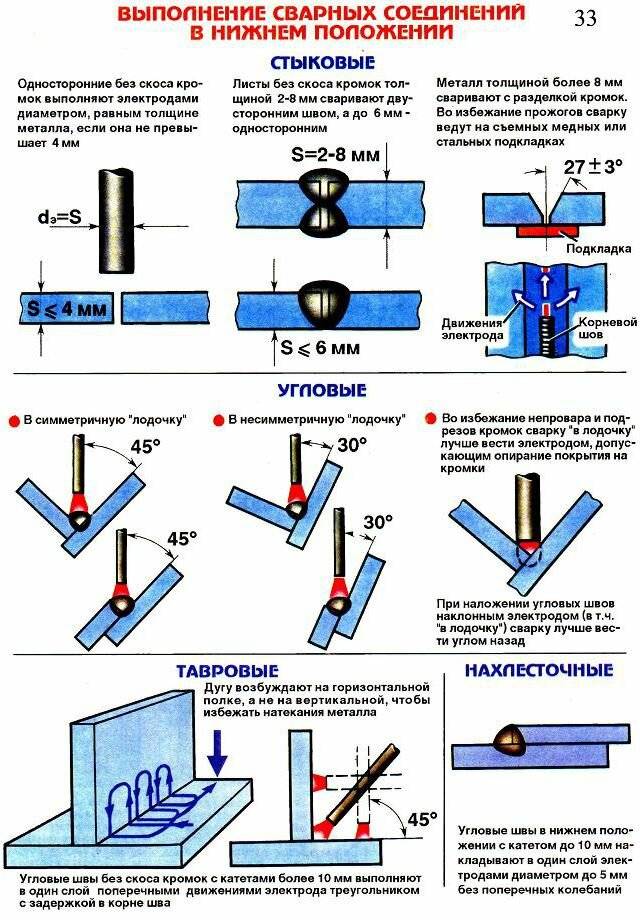







Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
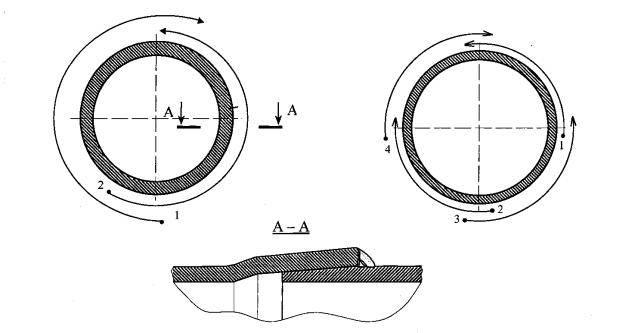
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Нюансы подготовки и проведения работ

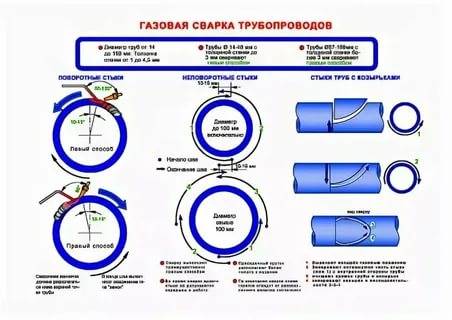
Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров





Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб
Сварка труб отопления
| Сварка труб отопления | от 460 руб./стык |

Большинство систем отопления в многоэтажных домах прежних лет застройки смонтировано с применением стальных труб и чугунных радиаторов. Как показала практика, при центральном отоплении, это оптимальный вариант. Трубы и радиаторы отлично выдерживают как периодические перепады давления, так и опрессовку и даже временное отсутствие воды в системе.
Также стальные трубы отлично подходят для монтажа современных алюминиевых, стальных и биметаллических батарей. Существующую систему из стояков и горизонтальных труб нет необходимости менять полностью, достаточно изменить конфигурацию некоторых частей и подогнать их под размеры радиаторов.
Как производится монтаж и ремонт стальных труб
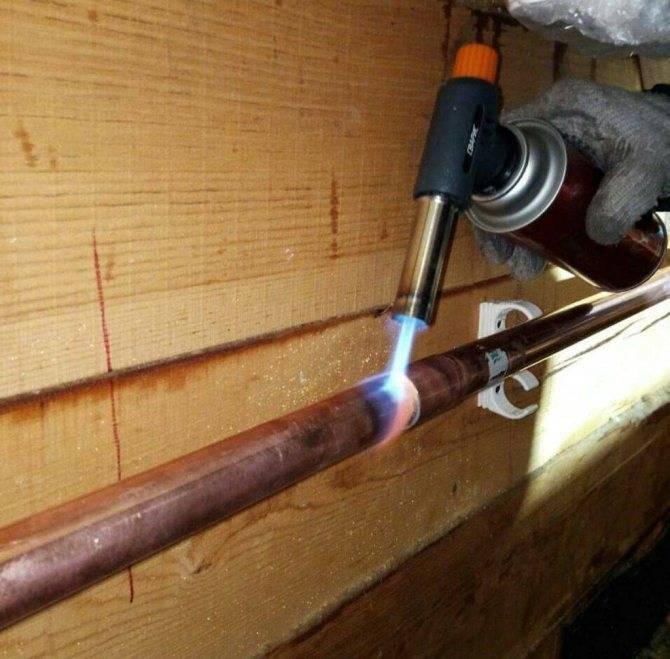
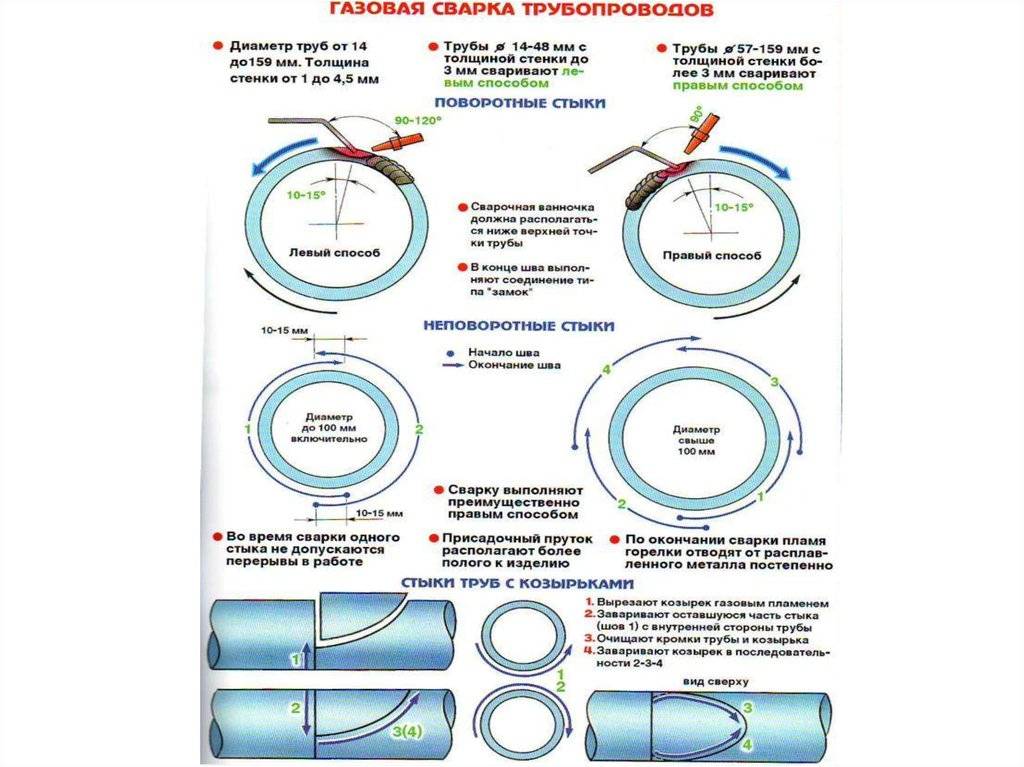
Основной способ монтажа стальных водопроводных труб, которые используются в системах отопления, — сварка. Этим методом соединяют как магистральные отрезки, так и сгоны, повороты, колена, байпасы и другие элементы отопительной сети. Для изготовления труб используются марки стали, которые отлично свариваются как электродом, так и газовой сваркой с применением ацетилена или пропана.
Сварка покрытым электродом производится реже, хотя появление инверторных портативных аппаратов сделало этот способ вполне конкурентным, Часто сантехники и слесаря отдают ему предпочтение перед использованием газовой горелки. Технология сварки электродом достаточно удобна и обеспечивает высокую скорость работы, но не всегда применима, особенно в условиях городской квартиры, где приходится ремонтировать систему отопления. В частности газовая сварка более удобна при:
- работе в труднодоступных местах;
- ремонте труб в комнатах с новой отделкой;
- гибке труб;
- приваривании отводов, штуцеров, других мелких деталей.
Газовая сварка предпочтительнее и потому, что на коммуникации квартиры или дома, где производится ремонт, не оказывается никакого воздействия. Даже при использовании инвертора, нагрузка на электросеть квартиры достаточно высокая, а импульсный режим сварки может повредить чувствительную бытовую аппаратуру или систему сигнализации.
В тех случаях, когда приходится сваривать стальные трубы при ремонте или монтаже систем отопления газовой горелкой, наши сотрудники прибывают на объект со своим автономным оборудованием. В комплект входят:
- баллоны с кислородом и ацетиленом;
- шланги;
- газовая горелка;
- редукторы.
Все оборудование работает в автономном режиме и обеспечивает выполнение полного объема работ.
Безопасность
На всех объектах работают профессиональные сварщики, отлично знающие требования техники безопасности и противопожарные правила. Если приходится работать в квартирах, где во время работы находятся люди, непременно подключается принудительная вентиляция и организовывается постоянное проветривание комнат.
Все работы по ремонту и монтажу труб способом сварки производятся при отключенном отоплении и слитой с системы воде. Возможность протекания и затопления соседей или собственной квартиры исключены. Качество сварных швов проверяется специальными приборами и на них устанавливается гарантия.
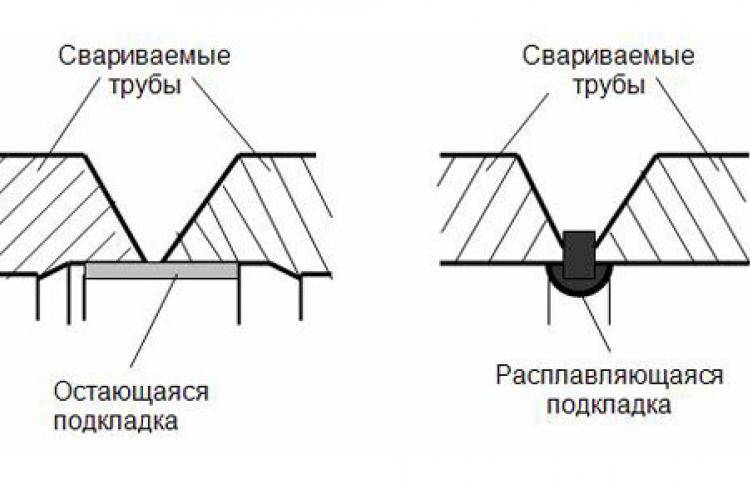
Разделка кромок
Технологически более правильно при соединении труб с толщиной стенки от 3 мм перед сваркой выполнять операцию разделки кромок изделий. При учёте этой рекомендации сварной шов будет более равномерным, пролегающим по всей толщине материала.
Таким образом, при использовании этого метода, швы располагаются послойно, причём сечение каждого слоя невелико, следовательно, напряжение металла сводится к минимуму.

При разделке кромок углы можно задавать в диапазоне 25-50°. Точно подобрать значение этого параметра можно, исходя из исходных параметров: толщины стенок труб, избранного метода сварных работ и вида соединений.
Техника безопасности при ручной дуговой сварке
- Рабочее место следует оградить
- Горючие и легковоспламеняющиеся материалы должны находиться как минимум на расстоянии 10 метров от места выполнения сварочных работ
- Обязательно наличие спецодежды
- Сварка осуществляется в специальных рукавицах
- Недопустимо выполнение работы без маски, она должна быть без каких либо повреждений
- Рядом с местом сварки должно находиться средство для пожаротушения
- Рабочая зона должна хорошо освещаться.






Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
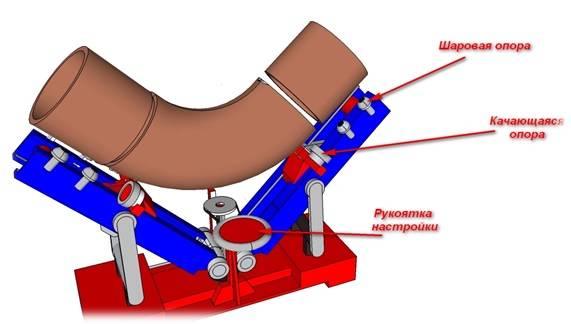
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Оборудование и материалы для сварки труб
Материалы для сварки – это электроды и обмазки. Электроды бывают плавящиеся и неплавящиеся. Обмазки защищают свариваемый шов от окисления и шлаков. Сварочное оборудование очень разнообразно по номенклатуре, назначению и стоимости. Оно различное для электросварки и газовой сварки. Для электросварки — это сварочные аппараты, сварочные инверторы, держатели электродов и проволоки, кабели для подключения и для заземления, всевозможные соединители кабелей и клеммы.
Для газовой сварки необходимы баллоны с кислородом и ацетиленом, газовые горелки, газовые редукторы, приборы для контроля давления, обратные клапаны, ниппели, шланги, различные патрубки. Обратный клапан и предохранительный затвор защищают газовый баллон от проникновения пламени. Ниппель представляет собой переходник с резьбой для соединения шлангов.
При автоматической или автоматизированной сварке более точно выдерживаются нормы расхода электродов. Для защиты самого сварщика необходимы защитные маски, специальные очки, фуражка с козырьком, рукавицы и спецодежда. Все сварочное оборудование должно регулярно проходить планово-предупредительные ремонты (ППР).
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
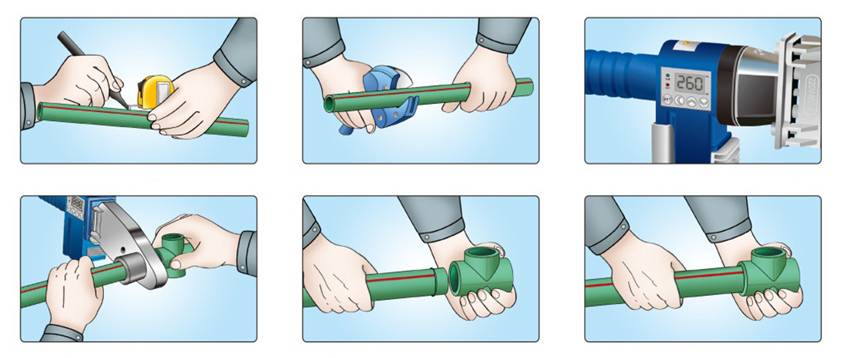
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:








- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Выводы и полезное видео по теме
И напоследок предлагаем изучить нашу подборку видеороликов для наглядного представления о специфике предстоящих работ и важных нюансах, которые стоит знать при замене батарей.
Видео-рекомендации по выбору оптимального времени года для замены приборов отопления:
Эта видео-инструкция поможет наглядно изучить процесс устройства байпаса газосваркой с использованием присадочной проволоки:
Ролик представляет пример профессиональной установки отопительных труб и батареи с применением газосварки и трубогиба:
Замена радиаторов при помощи газосварки – надежный способ защитить свое жилье от возможных протечек в отопительной системе и последствий гидроударов.
Но чтобы работа была выполнена качественно, важно доверить ее специалисту с хорошим опытом и современным оборудованием, ведь неправильно или неаккуратно сваренный шов может привести к аварии в ближайший отопительный сезон. Оставляйте, пожалуйста, комментарии в расположенном ниже блоке, размещайте фотоснимки по теме статьи, задавайте вопросы
Расскажите, как проводили газосварочные работы при установке новых приборов отопления в вашей квартире/офисе/доме. Поделитесь полезными сведениями по технологии сварки с посетителями сайта
Оставляйте, пожалуйста, комментарии в расположенном ниже блоке, размещайте фотоснимки по теме статьи, задавайте вопросы. Расскажите, как проводили газосварочные работы при установке новых приборов отопления в вашей квартире/офисе/доме. Поделитесь полезными сведениями по технологии сварки с посетителями сайта.