

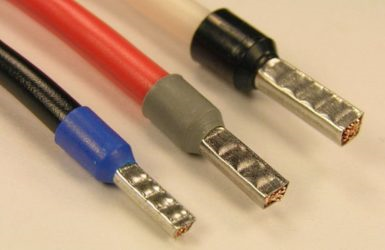
Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.
И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.
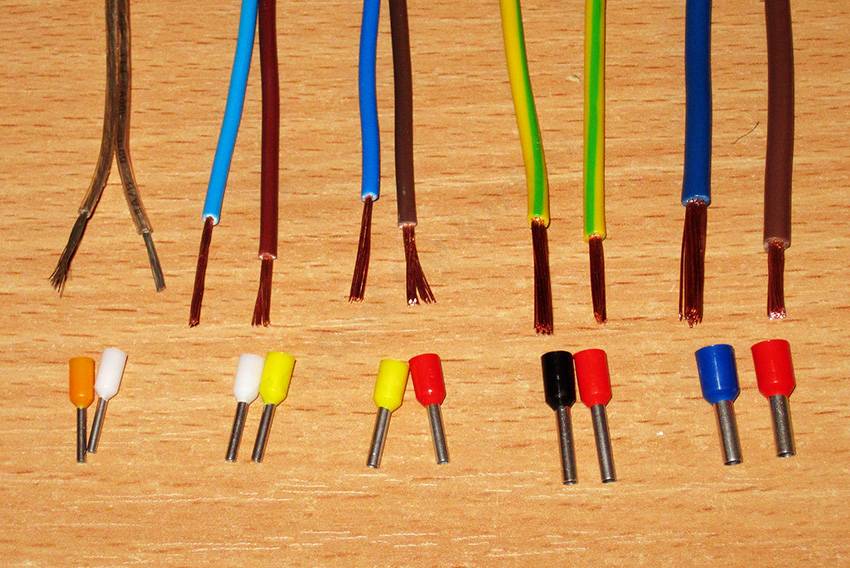
Нюансы работы с НШВИ
Если используется многожильный кабель, то рекомендуется купить наконечник НШВИ. Этот вид не используется для оконцовки провода с одной жилой.
Опрессовка многожильного кабеля выполняется следующим образом:
- необходимо выбрать сечение провода и марку наконечника. Жилы должны входить свободно со стороны юбки;
- тип наконечника следует подобрать с некоторым запасом. Провод с сечением 1,25 мм опрессовывается наконечником от 1,5 кв. мм, а сечение юбки составляет до 2,5 кв. мм.
Вариант НШВИ
Необходимые инструменты
Опрессовка осуществляется специальным инструментом, который позволяет создать необходимое усилие. Пользуются популярностью следующие инструменты:
- пресс клещи для опрессовки наконечников ПК2 и ПК2М применяются для оконцевания жил с сечением до 10 кв. мм;
- инструмент марки ПК1 и ПК1М является более мощным вариантом ручных клещей;
- гидравлические клещи позволяют выполнить опрессовку провода до 10 кв. мм;
- в промышленном производстве используется ручной пресс. Он подходит для проводов до 240 кв. мм;
- гидравлический пресс с электроприводом применяется для кабеля до 300 кв. мм.
Разновидности инструментов
Пресс-клещи с шарнирами усиливают нажим инструмента, что позволяет облегчить процесс ручного обжима. Особым удобством отличаются приспособления с храповым механизмом. Они предотвращают разжимание инструмента до завершения процедуры.
Как обжать провод без инструментов можно посмотреть в данном видеролике:
Гильзы для проводов под опрессовку
Не во всех устройствах или приборах применяются кабельные наконечники — существует еще оконцовка гильзой. Для кабелей с жилами из меди применяются гильзы с маркировкой ГМЛ, что означает медная луженая гильза. Для проводов из алюминия подходит марка ГАО. Это гильза закрытого типа из алюминия. Если требуется выполнить соединение с соединением элементов меди и алюминия, то применяется сплав.
Гильзы для опрессовки
Подготовка к опрессовке
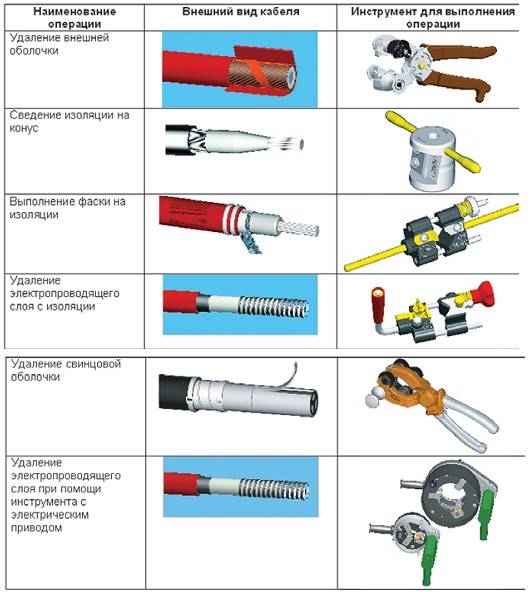
Прежде чем наконечник надеть на жилу, необходимо выполнить определенную подготовку:
- очистите необходимый промежуток провода от изоляции. Для этого можно использовать специальный инструмент;
- жилы скрутите рукой и поместите их в наконечник со стороны юбки.
Важно правильно выбрать сечение жилы, что обеспечить легкий вход в гильзу наконечника
Зачистка проводов
Как обжать провод
После подбора подходящих наконечников и проводов понадобится специальный инструмент. Пресс-клещи напоминают пассатижи, в конце которых есть специальная матрица, куда устанавливаются наконечники и не изолированный участок кабеля
Это приспособление позволяет обеспечить давление наконечника равномерно со всех сторон. Особое внимание стоит уделить типу кабеля, который бывает многожильным или с монолитной жилой
Опрессовка многожильных проводов
Обжим одинарного наконечника
Чтобы сделать качественный обжим рекомендуется соблюдать следующие рекомендации:
- чтобы жилы не выпали из гнезда, проводник следует фиксировать при размещении в матрице инструмента;
- опрессовка выполняется клещами до тех пор, пока не подключится храп механизм, позволяющий блокировать инструмент от разжима;
- если фиксация проводится ручным способом, то контроль производится потягиванием руки. Если обжим качественный, то установка будет плотной без перемещений;
- можно применять инструмент двухконтурного обжима. Оконцовка выполняется с помощью сжимания изолятора и втулки в гнездах с разным диаметром;
- в завершение нужно проверить прочность контакта, немного натягивая элементы.
Обжим одинарного провода
Обжим двойного наконечника
Подключение двух проводников фазе осуществляется на одном контакте. При установке модульных автоматов они соединяются при помощи специальных перемычек. На один контакт приходится пара кабелей.



В этом случае рекомендуется применять НШВИ для двух проводов. Вот некоторые особенности монтажа:
- внутрь манжета устанавливается сразу два провода;
- выполнять обжим лучше пресс-клещами. При опрессовке двойного наконечника лучше использовать матрицу с сечением 6 кв. мм.
Обжим наконечников силового кабеля
Для опрессовки силового кабеля рекомендуется использовать луженый медный наконечник, который защищен от окисления. При отрезке кабеля край может распушиться и станет больше, чем остальная жила. В этом случае край можно снять на точиле. Кабель следует разворачивать так, чтобы круг убирал лишнее вдоль жилок, но не загибал их.
Не стоит использовать для обжима метод пайки, так как на проводах нельзя применять контакт, выполненный только чистым оловом.
Обжим силового кабеля
Инструмент для опрессовки наконечников
Как видите типов наконечников не так много, а вот устройства, позволяющие запрессовать нужный размер жилы различаются по сечению кабеля, который можно ими обжать или запресовать. В основном это два типа устройств, которые позволят справиться вам с большинством задач по опрессовке.
Первый – это пресс-клещи для обжима кабельных наконечников сечением жилы от 0,5 до 6 мм2, некоторые модели от 1,5 до 10 мм2.
Второй же пресс матричный гидравлический для обжима наконечников от 4 до 1000 мм2, который позволяет обжимать не только наконечники, но и соединять жилы трубчатыми гильзами.
Приведу примеры пресс-клещей первого типа, чтобы вам было проще понять какой инструмент нужен для вашей операции с жилами кабеля.
Технические характеристики кримпера для обжима неизолированных медных наконечников и гильз сечением от 0,25 до 10 мм2
- Типы наконечников и гильз: ТМЛ, ТМЛс, ТМ, ТМЛ (DIN), ГМЛ
- Четырехпозиционная матрица
- Профиль обжима: клиновидный
- Усиленный трехшарнирный рычажный механизм
- Материал корпуса: качественная 3-х миллиметровая сталь
- Обработка поверхности: воронение
- Вес: 620 г
- Длина: 260 мм
Технические характеристики кримпера для обжима изолированных и неизолированных штыревых втулочных наконечников сечением от 0,25 до 6 мм2
- Типы наконечников: НШВИ, НШВИ(GLW), НШВ
- Шестипозиционная матрица
- Профиль обжима: трапециевидный
- Материал корпуса: легкий, высокопрочный алюминиевый сплав, применяемый в авиационной и космической промышленности
- Немагнитный, искробезопасный корпус
- Обработка поверхности: электролитическое анодирование
- Вес: 290 г
- Длина: 225 мм
Характеристики кримпера для обжима изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами и сечением от 0,25 до 6 мм2
- Опрессовка изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами
- Типы наконечников: НКИ, ВНКИ, НВИ, НИК, НШПИ, НШКИ, ВРПИ-П, ВРПИ-М, ГСИ-П
- Трехпозиционная матрица
- Профиль обжима: овальный, двухконтурный
- Усиленная стальная конструкция, надежная механика
- Храповой механизм, обеспечивающий блокировку обратного хода до завершения полного цикла опрессовки
- Вес: 540 г
- Длина: 220 мм
Рассматривая пресс второго типа, мы возвращаемся к вопросу оконцевания алюминиевых жил, которые также поддаются обжатию для создания надёжного механического и электрического контакта в цепи. Ниже на фото изображен пресс ручной гидравлический.
Названия пресса для обжима кабельных наконечников вы можете встретить на просторах интернета как пресс-клещи (ручные), пресс гидравлический или механический со сменными матрицами.
Маркировка и расшифровка
Промышленность выпускает большое количество всевозможных наконечников, которые различаются по конструкции и материалам. Существует специальная маркировочная система, позволяющая различать материал и использовать его по назначению.
Вот расшифровка некоторых обозначений:
- А – гильза выполнена из алюминия;
- Л – применяется латунь;
- М – в основе изделия медь;
- Т – элемент сделан из металла трубчатого сечения;
- У – соединитель выполнен в форме угла.
Встречается и обозначение в виде буквы О, которое указывает на наличие смотрового окошка, через которое можно убедиться, что кабели правильно располагаются во втулке внутри.
Если маркировка ТМЛ (О), то она обозначает луженую трубчатую медь с окошком для проверки. НШВИ – обозначает штыревой втулочный наконечник, а НКИ – кольцевой. При этом цифры обозначают площадь сечения или диаметры стержня. Чтобы облегчить поиск подходящих соединителей, например, НШВИ или КВТ, можно воспользоваться специальным каталогом или таблицами.





После буквенных обозначений в маркировке обычно идут цифровые, которые содержат информацию о:
- номинальном сечении;
- диаметре контактного стержня;
- внутреннем диаметре хвостовика.
Например, изделие имеет маркировку ТМЛ (О). Это означает, что этот оконцеватель провода изготовлен из медной трубки и залужен. Его отличительной особенностью является наличие небольшого отверстия — смотрового окна, с помощью которого можно убедиться, правильно ли для опрессовки вставлен провод.
Такие контакты используются в основном на производстве, поэтому об их существовании известно не всем электрикам.
Варианты исполнения
Самих наконечников для опрессовки в продаже достаточно много. Выбор конкретного их вида зависит от целей дальнейшего монтажа проводки и всегда является первым этапом в осуществлении процесса опрессовки:
- если предстоит их последующий зажим в контактных колодках либо автоматических выключателях – применяются наконечники штыревые втулочные, которые в свою очередь могут быть как изолированными, так и неизолированными;
- при необходимости крепления проводки под винт-гайку используют специальные U, O и J оконцеватели, которые в последующем зажимаются тем же винтом к контактной площадке;
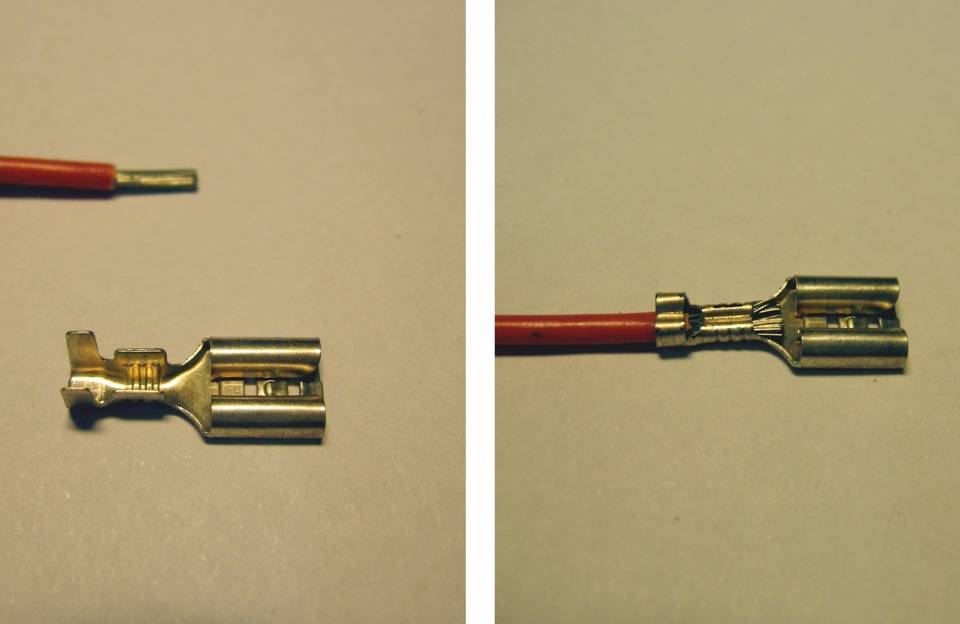
- ну и большой класс – это быстросъемные соединения типа «папа-мама».
На сегодняшний день производители предлагают на выбор множество разновидностей кабельных медных оконцевателей под опрессовку. Однако бывают ситуации, когда невозможно подобрать кабельный наконечник нужного размера. В этом случае можно воспользоваться нестандартным вариантом — сделать такую деталь самому.
Однако остается открытым вопрос, какие допустимые нагрузки может выдержать это кустарное изделие. Поэтому не стоит использовать такой оконечник в ответственных узлах электросети.
Кабельный наконечник ТМЛ
ТМЛ (ГОСТ 7386-80):
- Предназначены для оконцевания опрессовкой медных кабелей и проводов.
- Материал: электротехническая медь марки М2.
- Покрытие: электролитическое лужение (климатическое исполнение: «Т2»).
- Рабочее напряжение: до 35 кВ.
- Высококачественное лужение с легирующими добавками висмута гарантирует надежную защиту контактных соединений от коррозии.
- 85 наименований в двух видах климатического исполнения.
- Хвостовики наконечников по ГОСТ рассчитаны на кабели и провода 5-го и 6-го классов гибкости. Для монтажа стандартных медных жил 2-го и 3-го классов гибкости рекомендован выбор размеров наконечников по специальной таблице.
- Штампованная маркировка типоразмера и логотипа производителя на каждом наконечнике.
- Обязательное снятие фаски и галтовочная операция исключают наличие заусенцев и облегчают заведение кабельной жилы в наконечник.
- После штамповки наконечники подвергаются отжигу для повышения пластичности материала.
Виды наконечников
Сделать оконцевание кабеля или провода можно быстро с помощью специальных наконечников. Их ассортимент разнообразен – бывают наконечники для алюминиевой и медной проводки, для однопроволочных и многопроволочных проводников. Каждое изделие имеет свою маркировку по ГОСТ, по которой можно понять предназначение и характеристики электротехнического устройства, а также климатические условия эксплуатации.
Наконечники для медных проводов ТТМ и ТМЛ
Кабельный наконечник ТМЛ
Многопроволочные жилы из меди можно оконцовывать специальными наконечниками из медной трубы, просверленной под болт. Есть две модификации таких устройств без покрытия и луженые. Они также маркируются как ТМ (ТМЛ), после чего ставится сечение провода под зажим в миллиметрах и диаметр отверстия наконечника в мм. Крепление таких фиксаторов осуществляется опрессовкой с использованием специальных клещей. Использовать обычные пассатижи или молоток не рекомендуется, иначе можно повредить механизм. Количество обжимов должно быть два и более для надежной установки.
Использовать такие наконечники можно и для однопроволочных проводников
Важно лишь правильно подобрать размер, так как в ином случае жила может обломиться. Перед монтажом концы зачищаются от изоляционного слоя и окисла до характерного металлического блеска
Область применения таких изделий достаточно широка. Их можно встретить в подключении кабельных стояков на распределительном вводном приборе в подъезде, в заземлении металлических распределительных коробок, подсоединении электроплит, ответвлении. Также активно применяются в промышленности.
Для оконцовывания подходят провода и шнуры с сечением от 2,5 кв.мм до 240 кв.мм.
ТМЛ (о)
ТМЛ (о)
Менее используемая модификация наконечников ТМЛ – это устройства под опрессовку с контрольным окном, которое позволяет мастеру увидеть процесс установки проводника на место.
Монтируются такие изделия также пайкой. Область применения – промышленность. В быту практически не используются, поэтому многие домашние электрики и специалисты в сфере ЖКХ даже не имеют представления о существовании таких устройств.
ТАМ
Наконечник ТА
Алюминиевые и медные наконечники ТАМ для кабелей используются в подключении алюминиевой проводки к медным шинам на вводных и распределительных устройствах. Изделие представляет собой наконечник из двух металлов, в котором хвостовик выполнен из алюминия, а сам корпус из меди. Переходное сопротивление отсутствует благодаря фрикционной диффузии. Способ монтажа – опрессовка.




ТА
Используются для алюминиевых проводов. Внешне похожи на изделия марки ТМ, но выполнены из другого материала. Имеют минимальный размер 16 кв.мм.
Соединение и оконцевание жил проводов и кабелей из алюминия можно производить только с использованием кварце-вазелиновой смазки, которая препятствует образованию окисла на поверхности. Благодаря ей уменьшается контакт с воздухом.
Другие виды наконечников
 Наконечник ПМ
Наконечник ПМ
Медные провода в бытовой технике нередко оконцовываются наконечниками из меди под пайку. Приборы имеют специальные «уши», которые позволяют надежно зафиксировать проводник. К таким изделиям можно отнести марку ПМ, в которой «уши» сведены в производственном исполнении. Применяются для проводов с сечением от 2,5 кв.мм.
Уменьшение габаритов коммутационных аппаратов, средств защиты привело к изменению размеров зажимов. По этой причине все чаще применяется оконцеватель проводов НШП штифтовой.
В промышленности активно используются кабельные болтовые и механические наконечники НБ. С их помощью оконцовываются силовые кабели с сечением от 25 кв.мм до 240 кв.мм. Они делаются из алюминиевого сплава и имеют хорошую стойкость к образованию коррозии. Для создания герметичности в комплекте идет термоусадочная трубка.
Ассортимент наконечников весьма разнообразен, всегда можно найти устройство для данного вида проводника, однако многие пользуются самодельными
Такие изделия имеют важное преимущество – возможность создания наконечника под любой размер. Они могут производиться достаточно просто – требуется трубка из нужного материала, расплющивается с одного конца, а затем в ней просверливается отверстие
Применяются самодельные приборы в устройствах заземления.
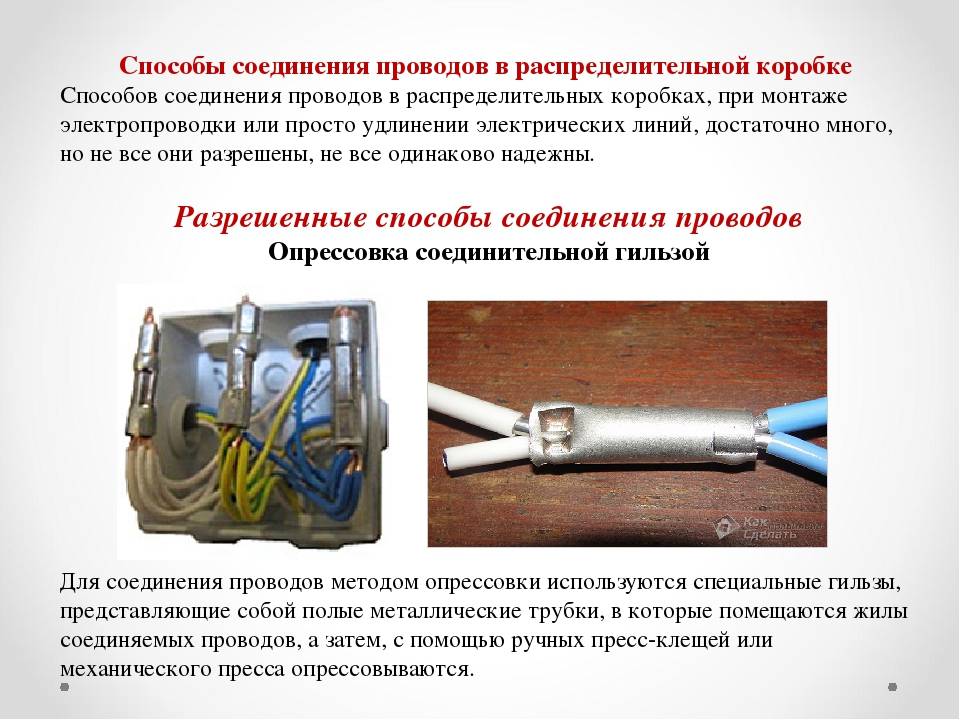
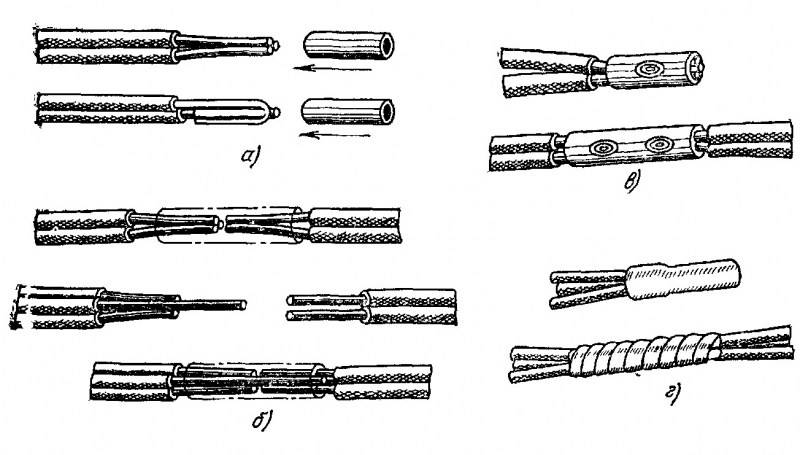
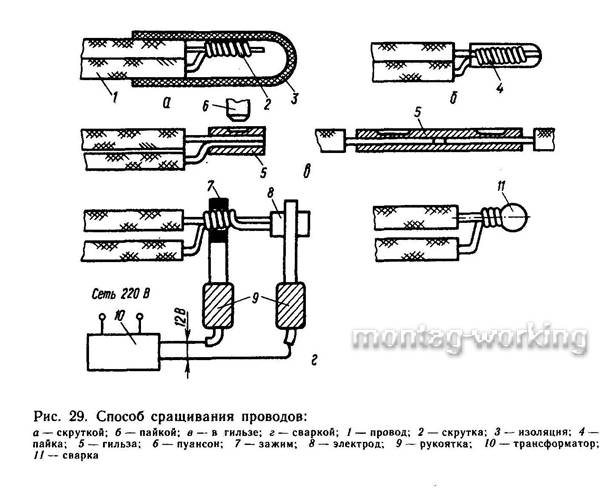
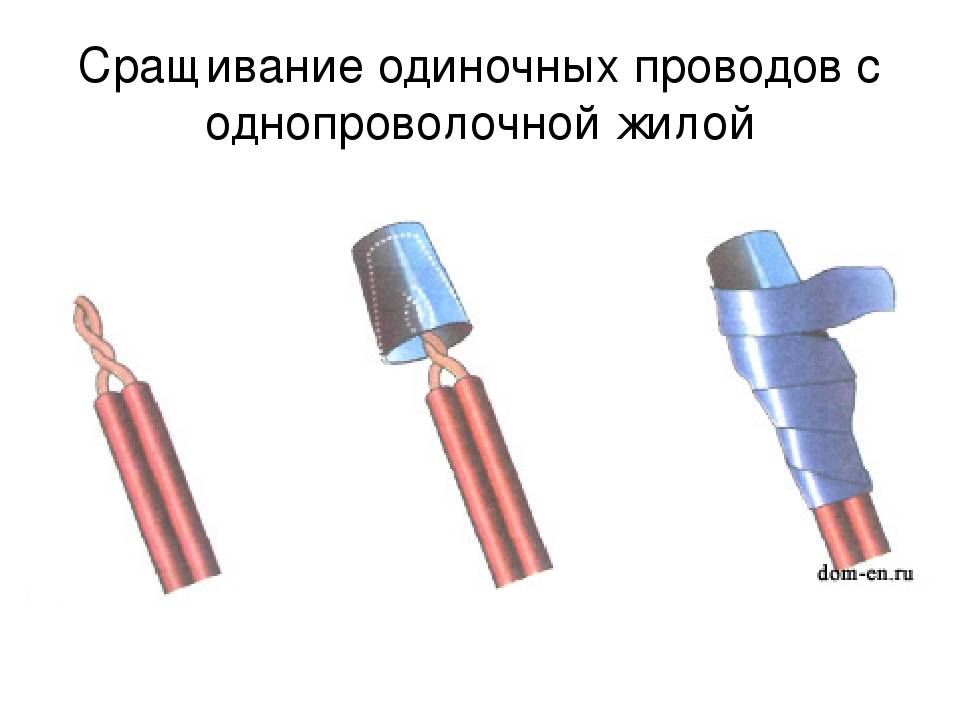
Соединение жил гильзами
При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой.
Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации.
Обжимка проводов может выполняться следующими методами:
- локальное вдавливание;
- объемное сжатие;
- комбинированное сжатие.
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия.
Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах.
Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент.
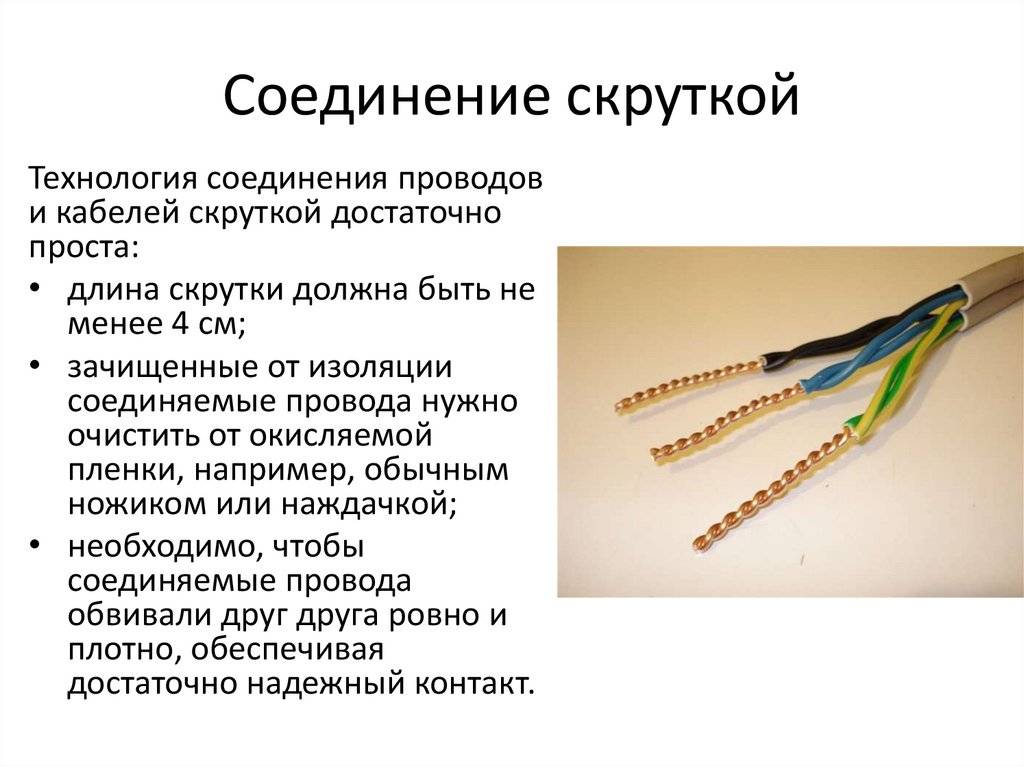
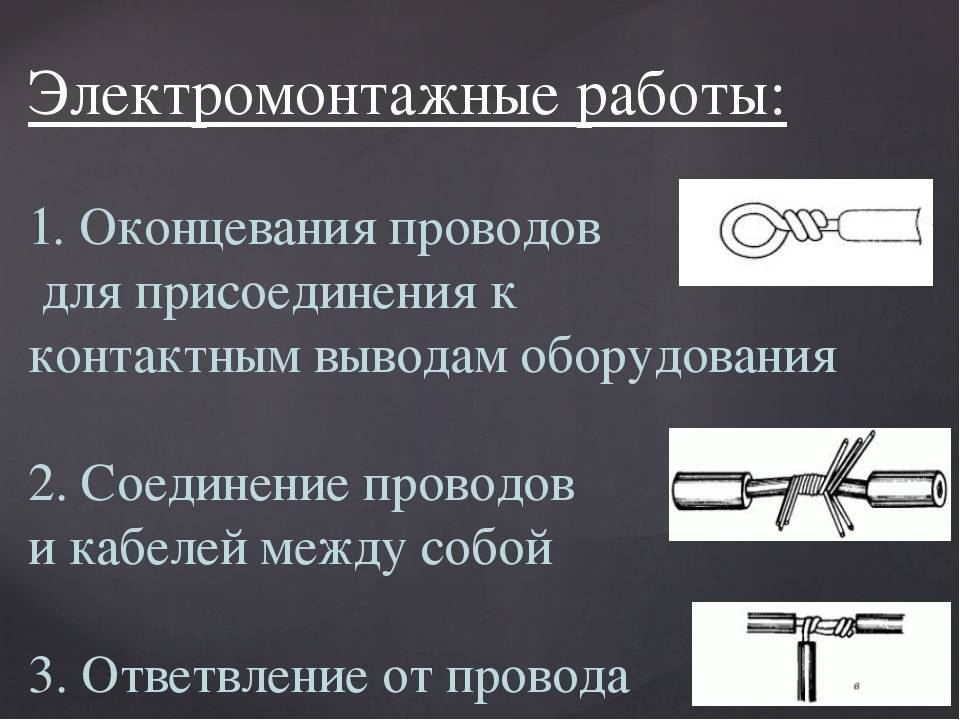
Что такое оконцевание жил
Это операция по обработке и формированию жилы провода или кабеля для создания надёжного электрического контакта.
Когда заходит вопрос об оконцевании жил, то первым встает вопрос: из какого материала выполнены жилы кабеля или провода, которым будет подключен электроприёмник.
Металл алюминий имеет свойство окисляться при контакте с воздухом и данных факт негативно влияет на электрический контакт в местах присоединения жилы к аппарату электроустановки. Ещё алюминиевые жилы, после протекания через них тока, имеют свойство уменьшаться в размере, что приводит к ослабеванию контакта.
Медь используемая в кабеле, лишена этих недостатков, но вопрос надёжного контакта, в случае использования медных жил, остается открытым.
Оконцевание любых медных жил позволяет избежать прямого попадания окислителей на зачищенные участки жил, а также соединить токопроводящую часть многопроволочной жилы в единое целое, что в свою очередь добавляет надёжности электрическому соединению. Ну а механическая прочность будет зависеть напрямую от вашего желания сделать оконцевание качественным.







Зависимость оконцевания от материала жилы
Токоведущие жилы проводов производятся из алюминия и меди. Для алюминия характерны такие недостатки:
- мгновенно окисляется, контактируя с воздухом, что приводит к ухудшению контакта в месте подсоединения провода к устройству;
- при прохождении тока проводник уменьшается в сечении, это ведет к ослаблению подсоединения;
- плохой контакт приводит к повышению температуры токопроводящей жилы, металл разрушается.
Медные проводники не имеют таких недостатков. Надежность соединения в данном случае зависит от качества оконцевания.
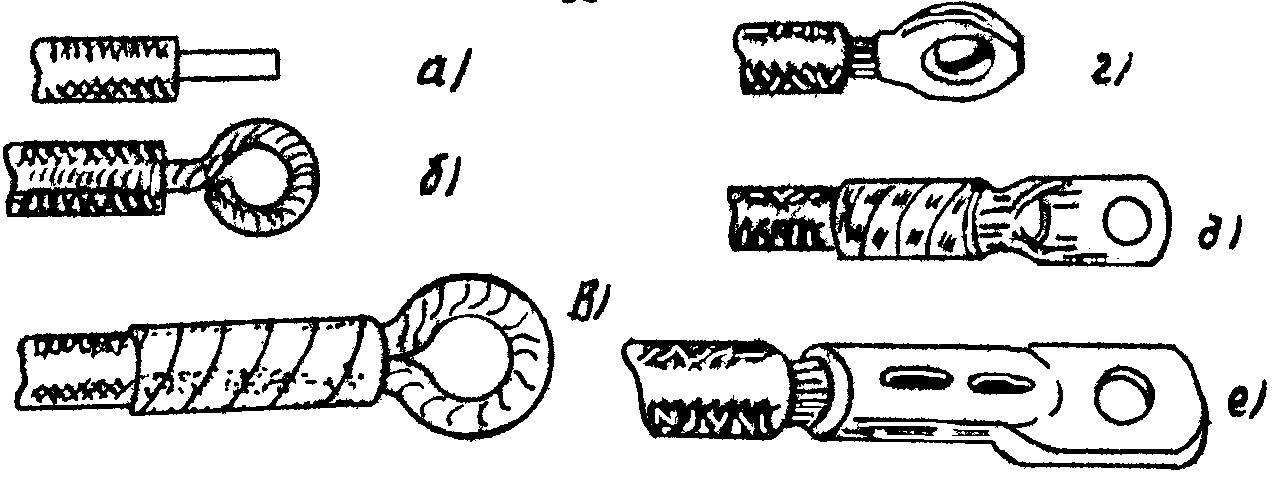
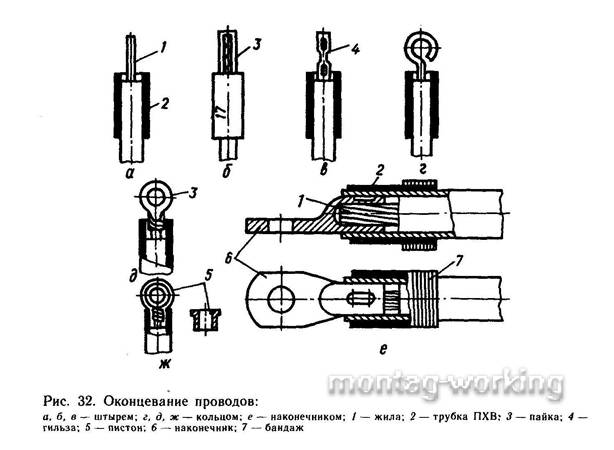
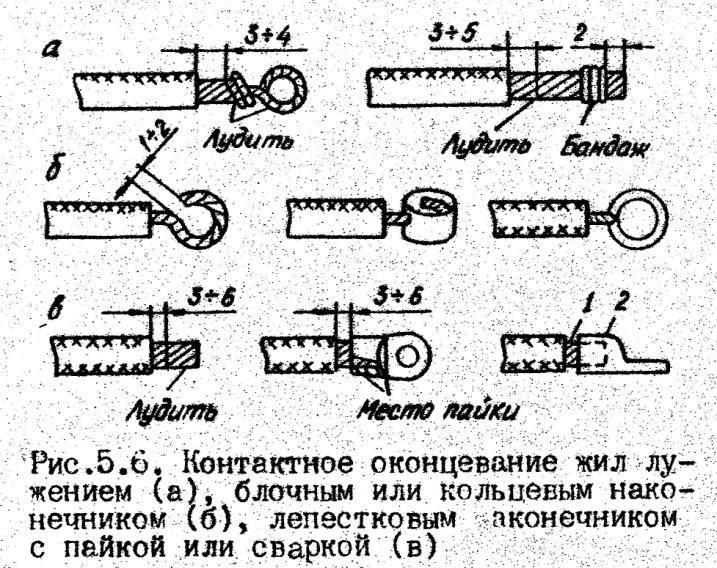
Способы оконцевания проводников
Оконцевание жил проводов и кабелей можно проводить несколькими способами, которые выбираются в зависимости от требуемой надежности соединения, простоты технологии, понятий экономичности. Это может быть опрессовка, пайка, сварка, механические зажимы.
Опрессовка
Применяется как для медных, так и для алюминиевых проводов. Однако опрессовка алюминиевой жилы имеет свои особенности: для избежания окисления области контакта покрывают специальной кварцево-вазелиновой пастой. При чем это необходимо делать не только во время формирования контакта, но и в процессе эксплуатации. Кварцем разрушается окисление при опрессовке, а вазелин предохраняет проводник в период работы.
Сам процесс опрессовки достаточно прост: берется наконечник, надевается на жилу и обжимается. Число прижимов варьируется. Выполняют несколько опрессовок, это способствует большей надежности контакта, снижению переходного сопротивления и повышению механической прочности. Нужно учесть, что перед началом процесса контактная поверхность должна быть чистой. Необходимо удалить всю изоляцию, грязь с наконечников и зачистить внутреннюю область до появления металлического блеска.
Ассортимент наконечников широк. Они различны для алюминиевых и медных жил, для одножильных и многожильных кабелей. Маркируются по ГОСТ и имеют свое назначение, условия эксплуатации. Выбирая наконечник, необходимо знать сечение токоведущей жилы.

Инструменты для опрессовки отличаются по размеру сечения провода. Они бывают двух типов: пресс-клещи (кримперы) (для сечения до 10 квадратных мм) и матричные прессы гидравлические (до 1000 квадратных мм).
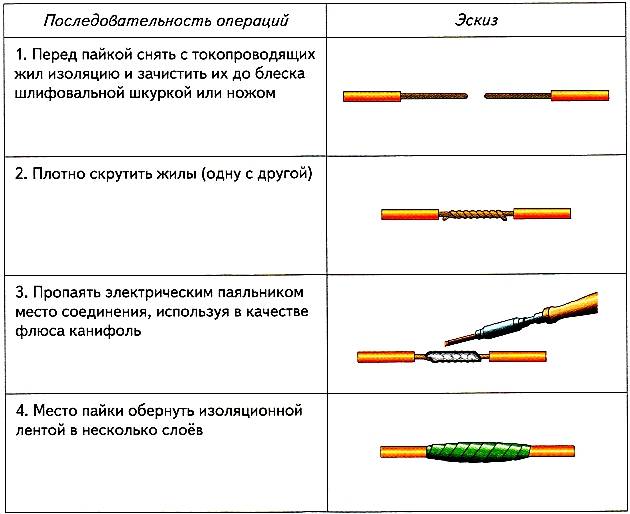
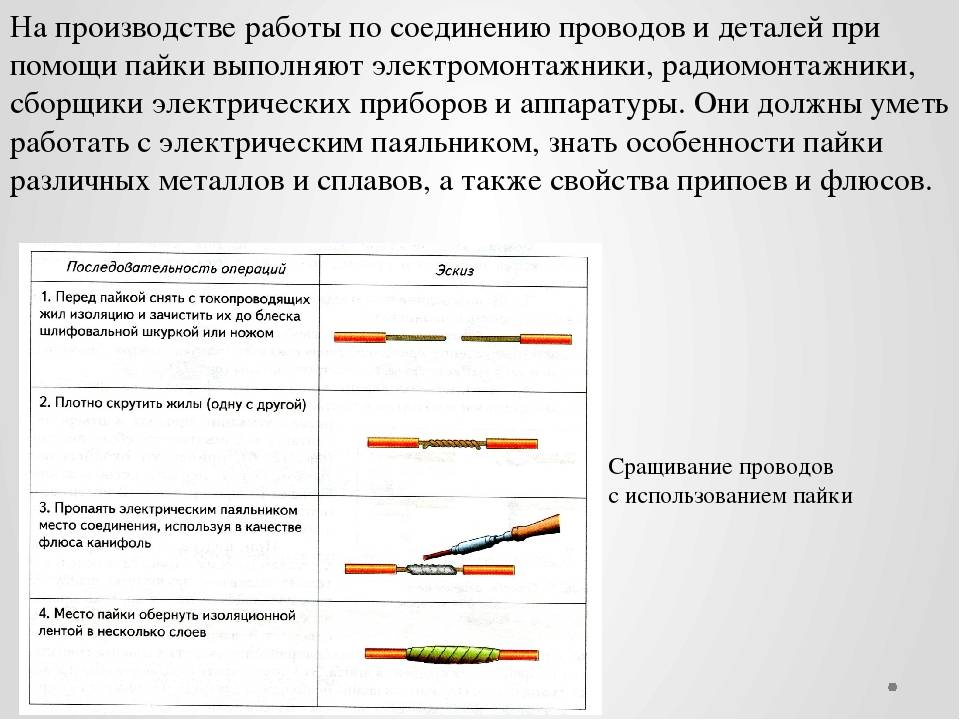
Пайка
Способ применяется в основном для медных токоведущих жил с использованием специальных наконечников для пайки. Для провода сечением до 10 квадратных мм можно применить обычный паяльник, в случаях с большей толщиной используется газовая или бензиновая горелка.
Процесс оконцевания пайкой осуществляется в два этапа: жила зачищается до металлического блеска и обрабатывается нейтральным припоем, затем вставляется до упора в наконечник, после чего через особое отверстие заливают припой.

Сварка
Для оконцевания алюминиевых проводников с сечением от 240 квадратных мм применяют газовую, электрическую или термитную сварку. Сварочные работы проводят только с торцов жил в немного наклонном или вертикальном положении. Сам процесс выполняется в специальных формах. Чтобы предотвратить вытекание алюминия, места, где выходит провод, уплотняются асбестом.
Защита алюминия от окисления в процессе сварки и очистка свариваемых жил от оксидной пленки происходит с применением особых флюсов. По окончанию области оконцевания и подсоединения очищают, моют бензином, накладывают влагостойкий лак и применяют изоляционную ленту или пластмассовые колпачки.
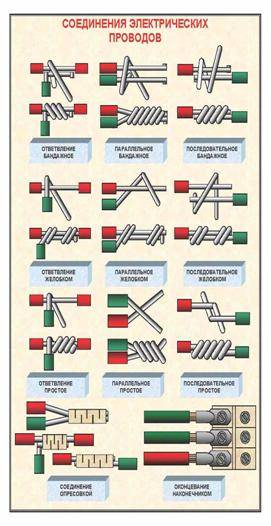
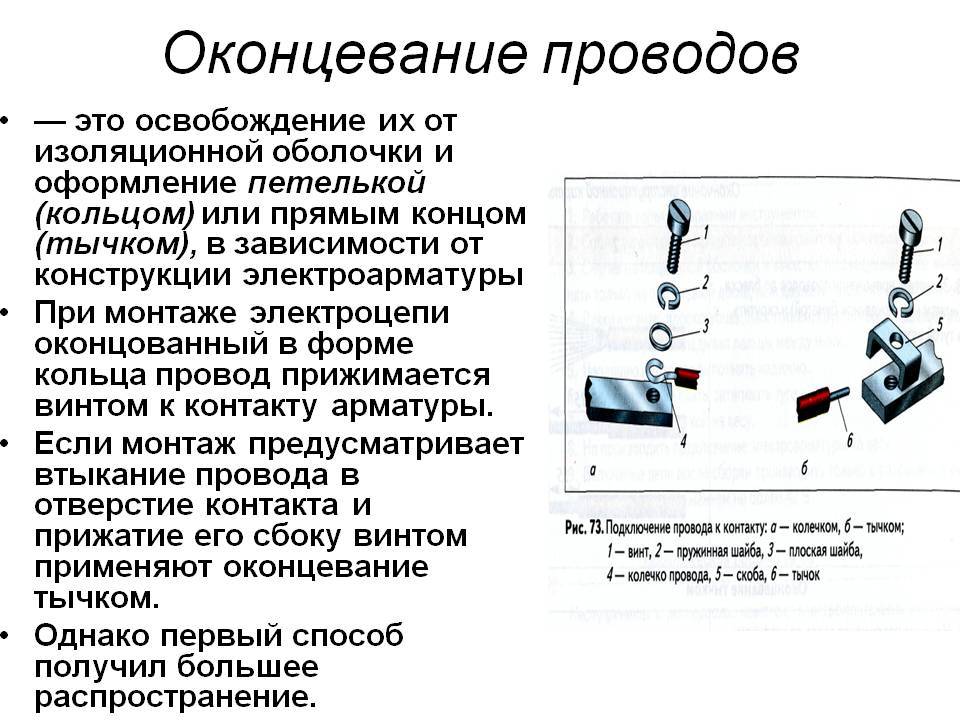
Механические зажимы
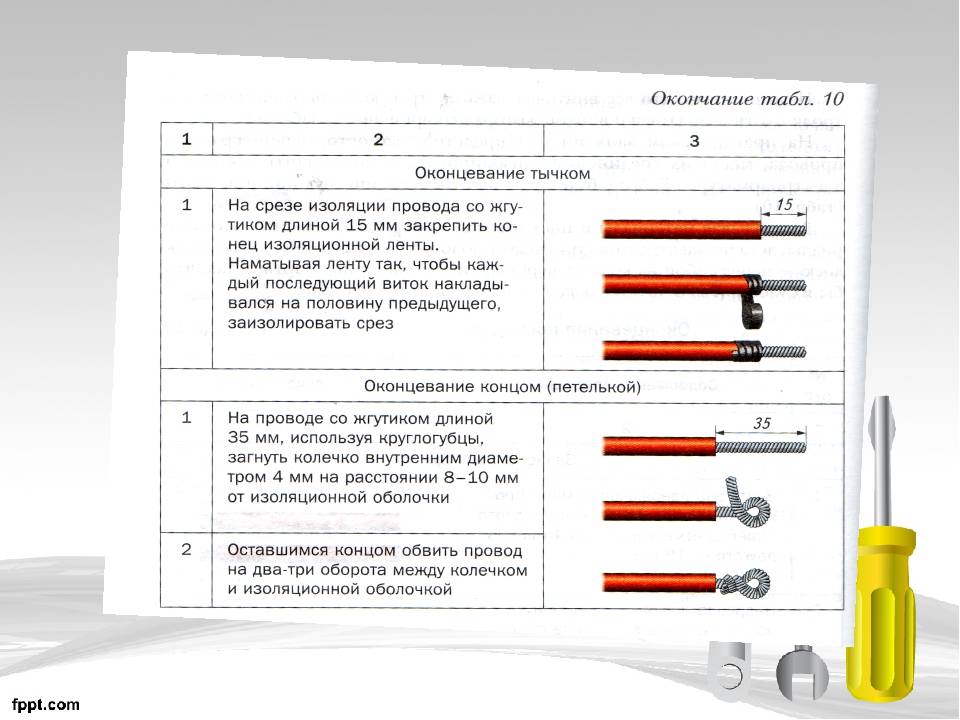
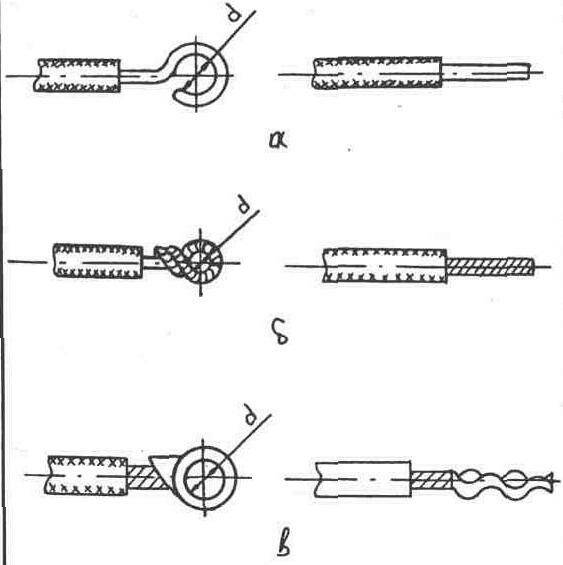
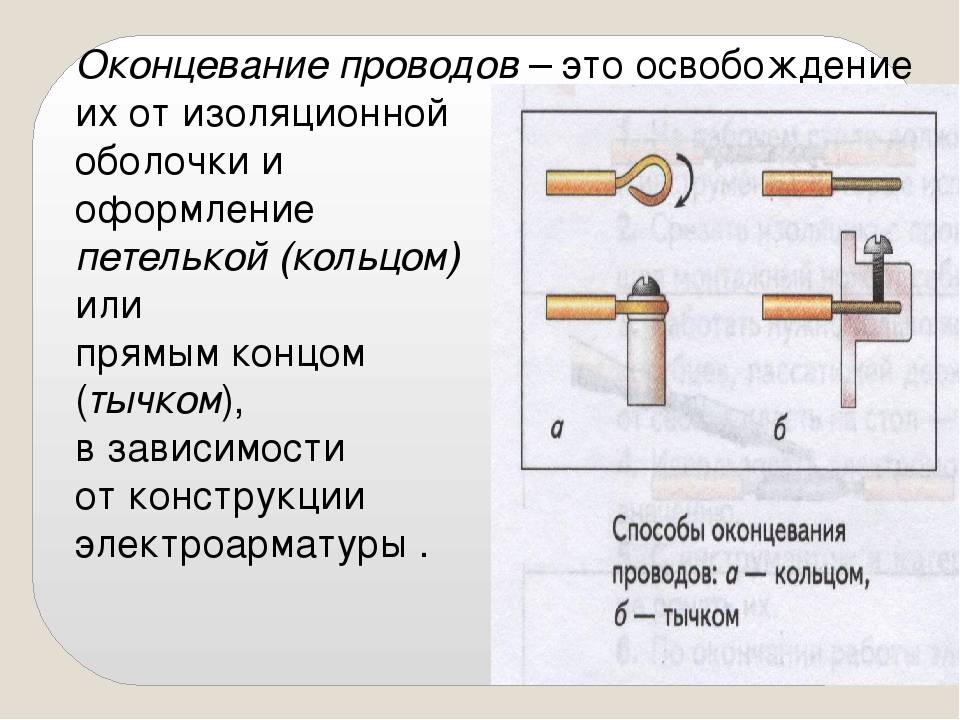
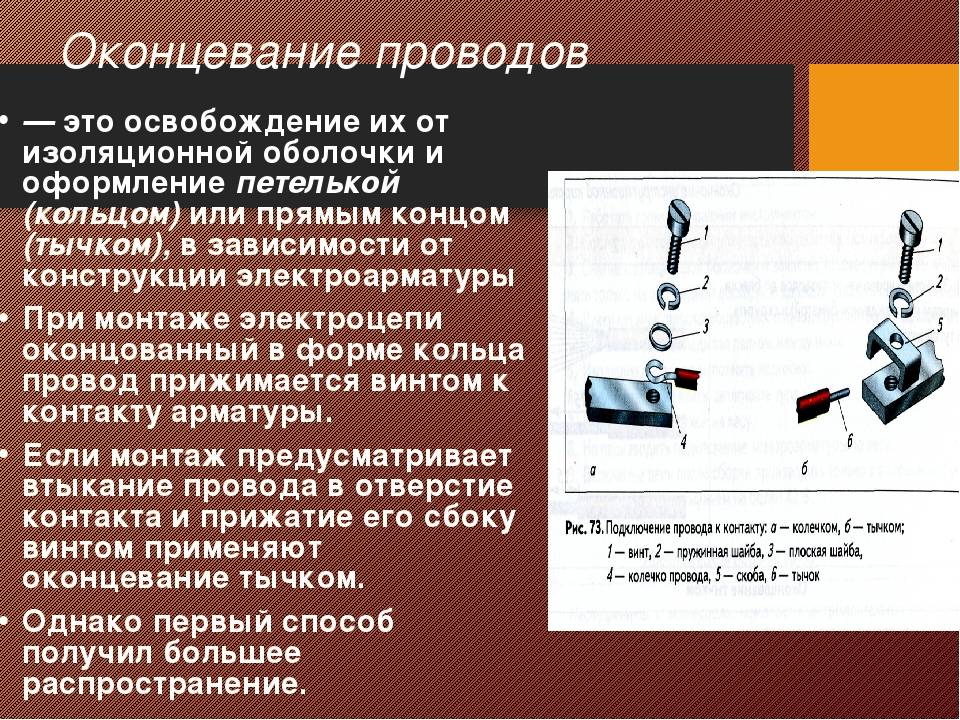
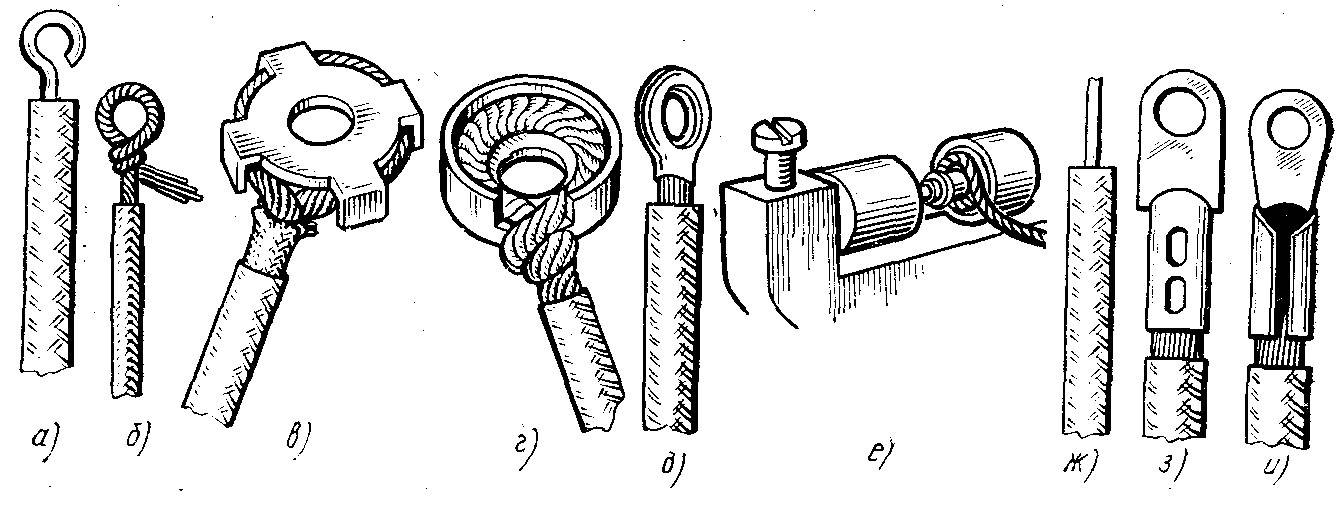
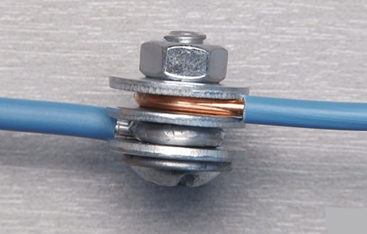
При подсоединении однопроволочных алюминиевых жил, имеющих сечение 2,5-10 квадратных мм, и медных (с сечением 0,75–10 кв. мм) применяют такой способ оконцевания, как изгиб в кольцо. При этом внутренний диаметр такого кольца должен быть немного больше диаметра зажимного винта. Процесс выполняется круглогубцами. Для многопроволочных проводников осуществляется их предварительное обжатие, затем скручивание в кольцо, при этом должен быть заход на прямой участок жилы, которая зачищена от изоляции. После этого происходит облуживание припоем. Чтобы жила не выдавливалась из-под винта, пользуются фасонными шайбами или применяют опрессовку с помощью кольцевого наконечника.
Также одножильные и многожильные провода, сечение которых до 6 мм кв., можно подсоединять без скрутки в кольцо. Для этого используют специально предназначенные для такого соединения выводы, исключающие выдавливание жил.
На выбор метода оконцевания проводников влияют различные факторы. Основными из них являются типы выводов устройств и приборов, зажимов и других контактов, к которым будет подсоединяться провод. Также способ зависит от материала и размера сечения токопроводящей жилы.


Как оконцевать кабеля
На самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше.

Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом.
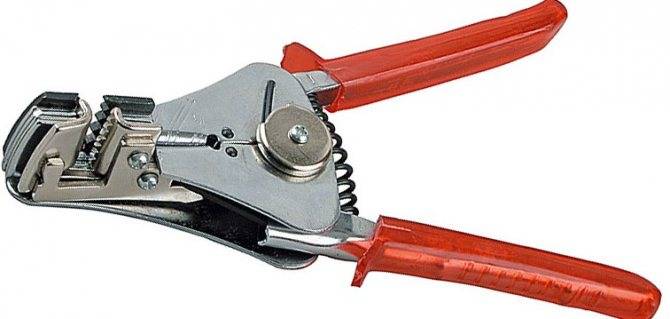
Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
- Надеваем наконечник на провод.
- Зажимаем.
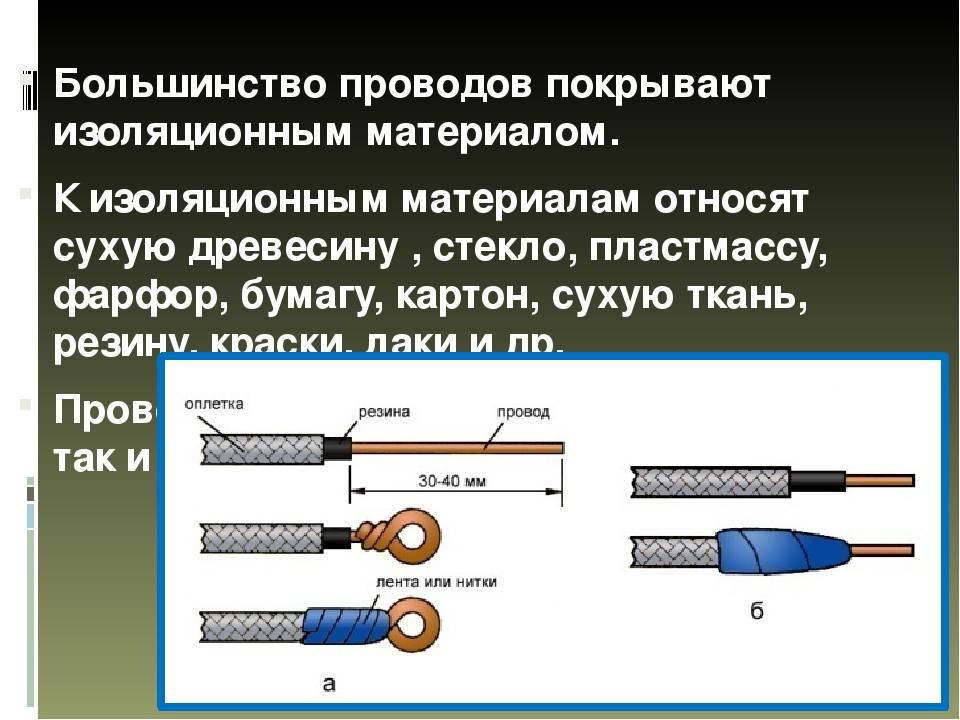
Как оконцевать провод без наконечника
Применение наконечников — это удобный способ оконцовки провода. Однако они не всегда есть под рукой. В таком случае оконцовка кабеля производится без наконечников. Зачищенную от изоляции и грязи токоведущую жилу вручную сгибают в форме кольца (ушка) под болт. Для формовки соединения следует применять длинногубцы с округлой внешней стороной. Полученное соединение менее надежно, чем наконечник заводского исполнения.
Если провод медный, то ушко под болт можно залудить припоем. Загибать кольцо необходимо по направлению закручивания винта, чтобы в процессе затяжки ушко закручивалось вокруг болта, а не наоборот.

Дополнительная информация. Современный алюминиевый провод не отличается пластичностью. Его жилы более хрупкие, чем у медного кабеля. Это следует помнить при оконцевании и формовке соединительных колец. Алюминиевый провод нужно гнуть минимальное количество раз.





