Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | — | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | — | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | — | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | — | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Оборудование для пайки
Рабочий процесс должен осуществляться с использованием всех необходимых инструментов и расходников.
Паяльник электрический
То, без чего невозможна никакая пайка. Представляет собой инструмент, делимый на ручку, стержень и систему питания. Будучи подключенным к сети электропитания, нагревается до температуры, достаточной для использования расходников.
Припой оловянно-свинцовый
Один из самых популярных расходников. Ценится за способность создавать образования, обладающие эвтектическими свойствами. Обладает рядом ценных особенностей, из-за которых широко и используется.
Хотя есть внушительный перечень более современных средств, вроде кислоты для пайки, этот припой, сделанный на основе олова и свинца, всё ещё остаётся крайне популярным. Он идеально подходит для плат, дешев и позволяет качественно спаять практически всё, что угодно.
Флюс для медных проводов
Припой и металлы должны взаимодействовать между собой для получения качественного взаимодействия. Но естественные химические процессы часто этому препятствуют.
Для очистки проводов от возникающей оксидной плёнки и используется флюс. Дополнительно, он обеспечивает защиту от процессов окисления.
Паяльные пасты
Так называют пастоподобные однородные смеси, сделанные сразу из двух компонентов — припоя и флюса. Сделано это для совершенствования технологических процессов и получения более высокого качества работы вместе с ускорением совершаемых действий.
Подставка для горячего паяльника
 Подставки на любой вкус — от самодельных до покупных
Подставки на любой вкус — от самодельных до покупных
Поскольку паяльник для работы должен нагреться (потом ещё и остыть), а держать его всё время в руках не вариант, необходима теплоустойчивая подставка. В процессе подготовки или при перерыве она сильно выручает, освобождая руки и обеспечивая пожарную безопасность.
Оплетка для удаления лишнего припоя
Это средство для удаления излишков, нанесённых в процессе работы. Полное его название — плетенная из мёдных проводов лента. Она позволяет делать изделия более привлекательными внешне и экономнее тратить расходники.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.






Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
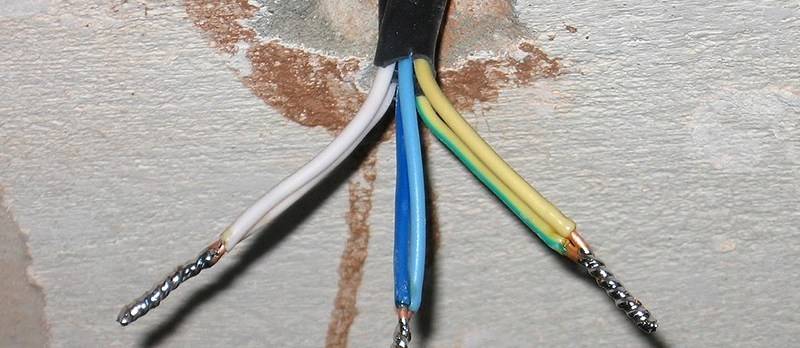
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
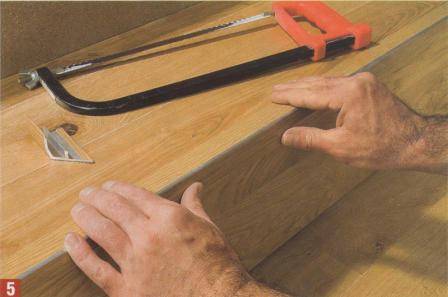
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
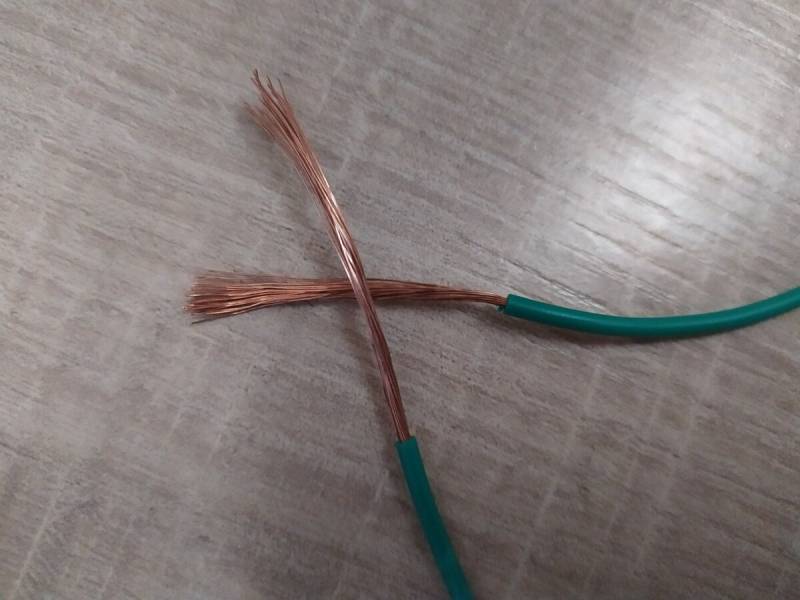
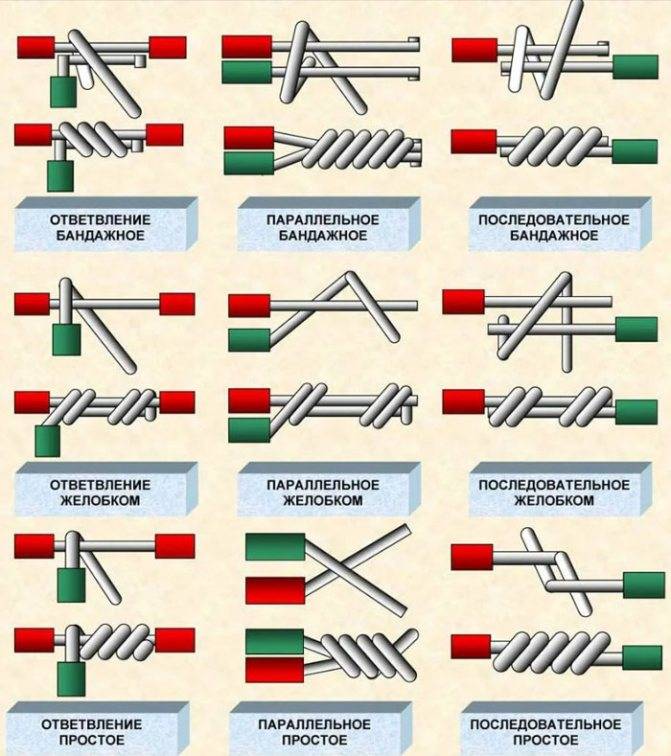
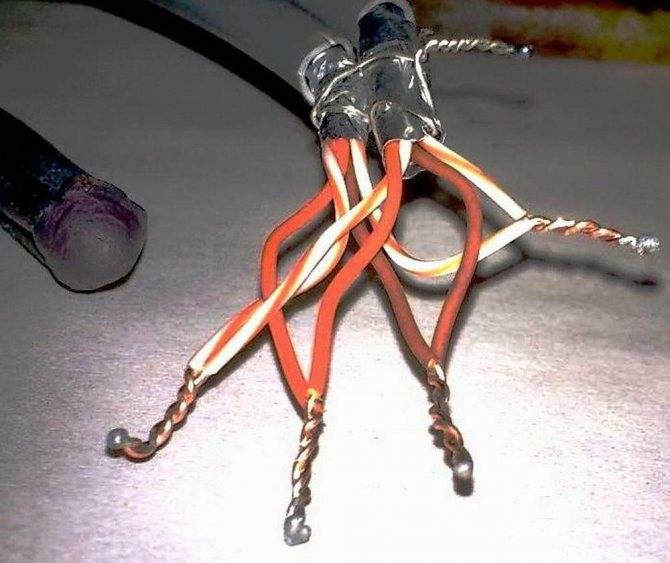
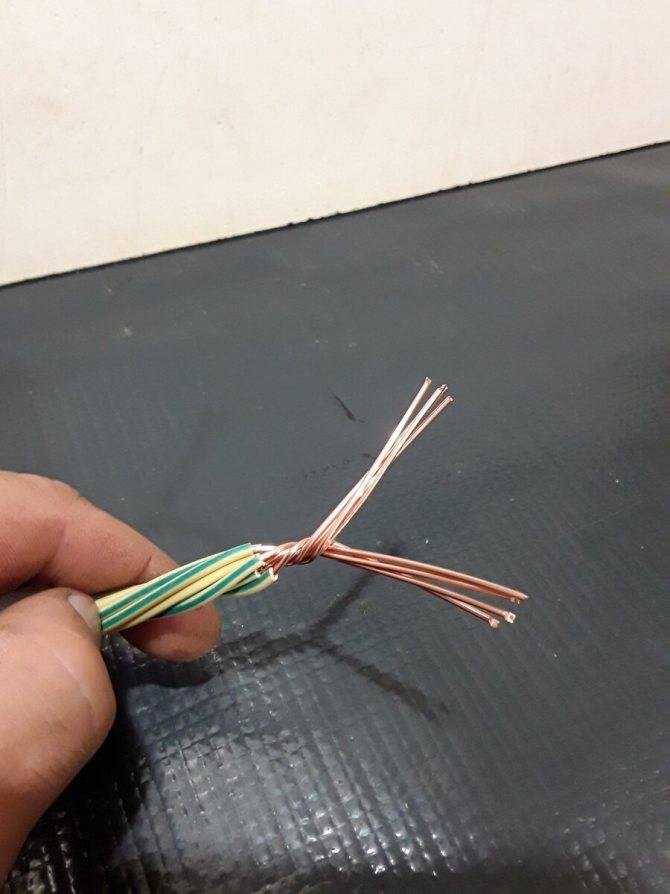
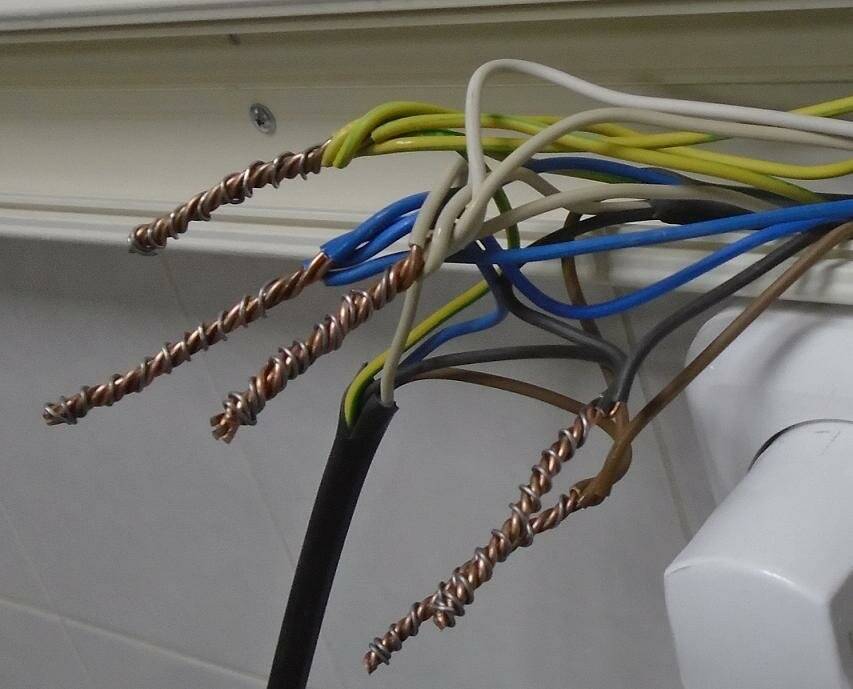
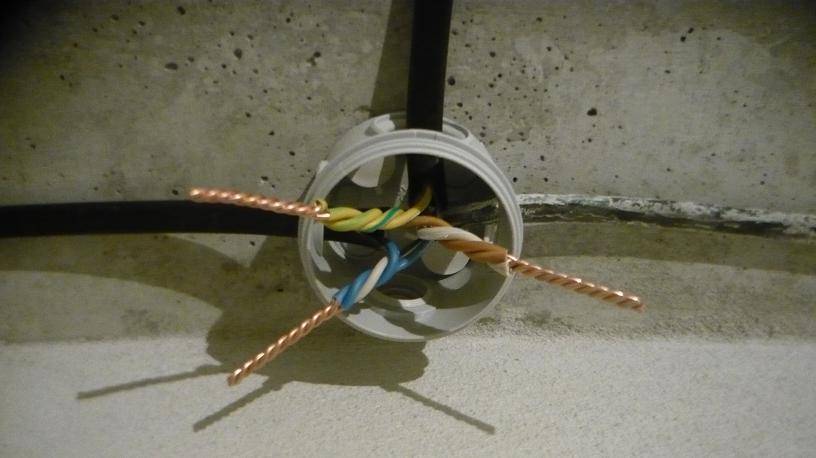
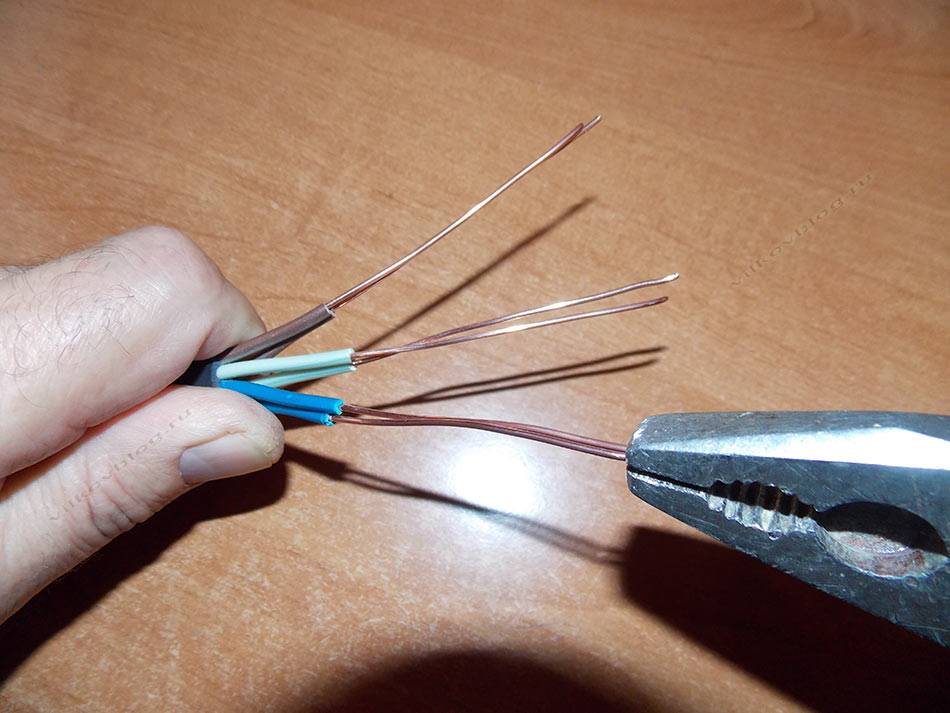
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
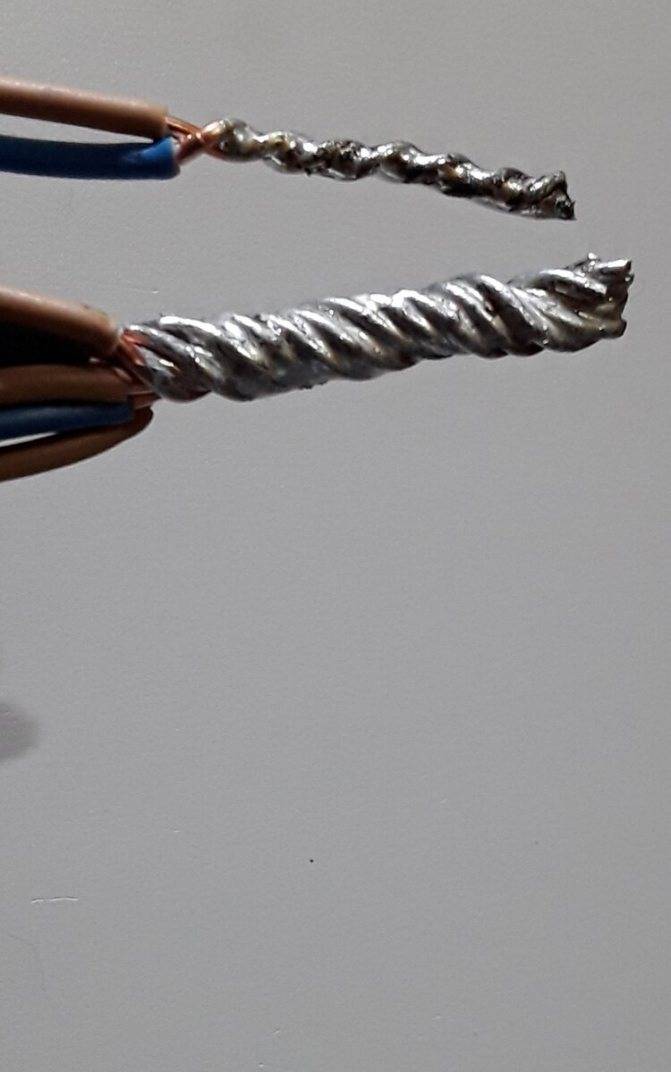
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор электродов
Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Для получения качественного и надёжного соединения в процессе его формирования методом электросварки обязательно используются специальные присадочные и активирующие добавки (флюсы, в частности). Кроме того, для этого потребуются следующие вспомогательные и расходные материалы:
- изоляционная лента;
- хорошо отточенный монтажный нож;
- бокорезы или пассатижи.
После подготовки полного набора инструментов можно смело приступать к сварочным мероприятиям.
Соединение проводов соединительными изолирующими зажимами
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.







Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.
Выполнение пайки
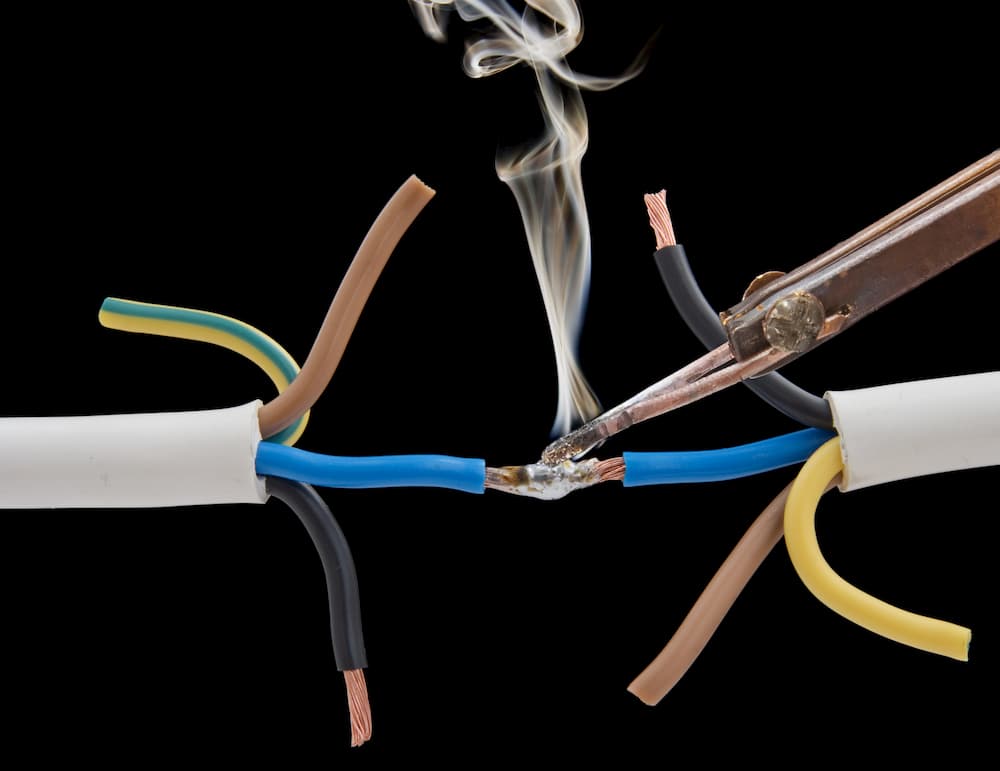
Одной рукой при помощи пассатижей держите скрутку проводов. Если соединяете всего два тонких провода, и длина пайки будет небольшой, то вполне можно обходиться и без скрутки. Надо только очень плотно приложить проводники друг к другу. В другую руку возьмите разогретый до нужной температуры паяльник и наберите жалом припойный сплав. Прижмите его к месту соединения, приложив небольшое усилие. Должен произойти разогрев в этом месте, канифоль закипит и начнёт растекаться припойный сплав. Остаётся лишь дождаться, когда сплав растечётся и заполнит все зазоры между жилами.

Очень важно, чтобы соединяемые поверхности были хорошо прогреты. Потому что если припой затвердеет, а смачивание не произойдёт, получится непрочная пайка, электрики называют её «холодной» или «ложной»
Обязательно необходимо дать пайке остыть в неподвижном состоянии. Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения.
Когда место пайки застынет, протрите его спиртом для удаления остатков флюса.
Как правильно произвести пайку подробно показано в этом видео:
а здесь можно посмотреть как паять скрутку в условиях приближенных к реальным:
Осталось лишь надёжно заизолировать соединение. Можно намотать 3-4 слоя изоленты. Хорошей изоляцией служит термоусаживаемая трубка. Только не забудьте надеть её на один из проводников до начала соединения. Потом натяните её на полученный электрический узел, нагрейте при помощи фена или зажигалки, и трубка плотно обхватит соединение. Второй вариант предпочтительнее, так как обеспечивает герметичность контактному соединению.
Мы рассказали вам, как правильно паять провода. В принципе это не сложно для тех, кто умеет пользоваться паяльником. Если вы этого ни разу не делали, лучше попросите кого-то вас немного обучить. Конечно, можно прочитать в статьях и теоретически всё понять. Но не забывайте, что «лучше один раз увидеть».
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Устройство газового паяльника
Горелки газовые для пайки с одноразовыми баллонами могут быть оборудованы поджигом с помощью пьезоэлемента, и отличаться по конструкции. В основном горелки питаются от сменных баллонов, но работают и от стационарных источников с помощью переходников. Такое оборудование используется в основном для пайки стыков и участков медных труб, и других металлических изделий с низкой температурой плавки. В процессе пайки также используется кислота и твёрдый припой.
Как работает паяльник этого вида? При открытии клапана газ поступает в сопло и зажигается от пьезоэлемента или стороннего источника огня. С помощью регулировок вентиля пламя настраивается в тонкий язык синего пламени с высокой температурой на конце. Максимальная температура на обычном газе достигает 1600˚С, а при использовании метил ацетилена пропадиена (МАПП) температура может подниматься до 2400˚С. Стандартное сопло выполняется из нержавейки с наконечником из латуни или керамики. Но есть насадки на сопла, с гибкой основой которые позволяют менять направление пламени.
Метод сварки
Для более надёжного контакта производится сварка соединительных проводов в распределительной коробке. При таком варианте концы жил сплавляются и образуют единое целое, что является гарантией безопасности и надёжности. Цельные контакты не подвергаются окислению, и сварные соединения со временем не слабеют.

Недостаток сварки в том, что вы должны уметь обращаться со специальным оборудованием, либо придётся приглашать профессионала.
Необходимые инструменты

Кроме того, что вы должны уметь варить, вам понадобятся:
- нож (чтобы снимать с жил изоляционный слой);
- бумага наждачная (чтобы зачистить соединяемые поверхности);
- инвертор сварочный;
- перчатки (защищают руки во время сварочных работ);
- очки либо маска (защищают глаза во время сварочных работ);
- электрод графитовый (угольный);
- флюс для защиты расплава от действия воздуха.
Алгоритм сварочного соединения

- С жил снимите ножом изоляцию на 70-80 мм.
- Наждачной бумагой зачистите жилы до блеска.
- Описанным выше методом сделайте скрутку проводов, её длина должна получиться не менее 50 мм.
- За верхнюю часть скрутки аккуратно зацепите клещи заземления.
- Снизу скрутки поднесите электрод, слегка коснитесь, чтобы разжечь дугу, и уберите. Сварка проводов происходит буквально за какие-то доли секунды.
- После этого дайте месту сварки остыть и изолируйте соединение.
Ещё один важный вопрос, сколько ампер выставить на сварочном аппарате? Для жил сечением 1,5 мм2 достаточно будет 30 А сварочного тока, для 2,5 мм2 – 50 А.
Сварка скруток в распредкоробке наглядно показана в этом видео:








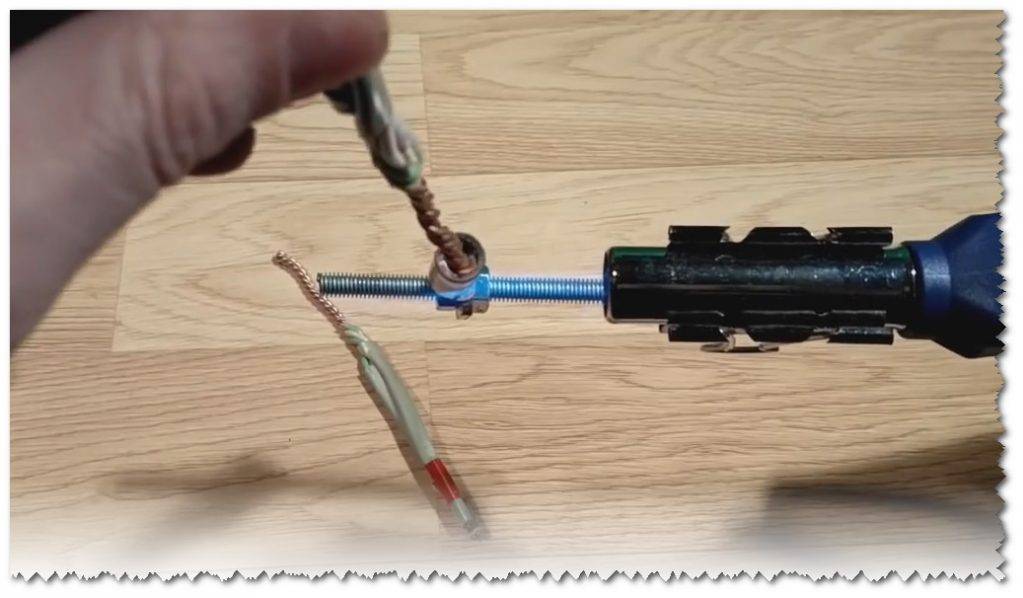
Болтовое соединение
Болтовое соединение алюминиевых проводов с медными считается наиболее доступным, простым, быстрым и надёжным. Для работы вам понадобится болт, гайка, несколько стальных шайб и гаечный ключ.
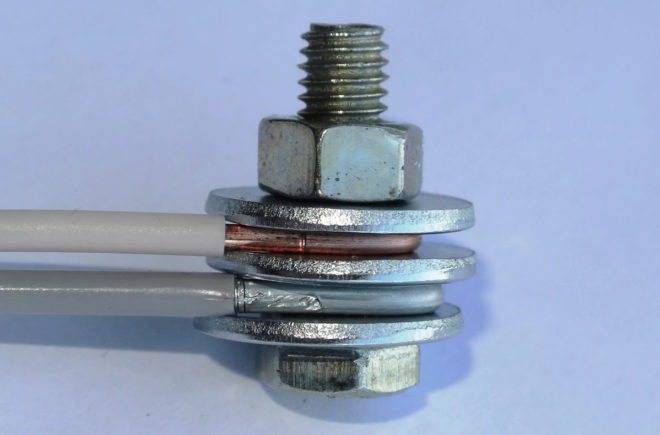
Конечно, вряд ли вам удастся применить этот метод для соединения проводов в квартирной распределительной коробке, потому что сейчас их выпускают миниатюрных размеров, а полученный электрический узел будет уж очень громоздким. Но если в вашем доме ещё стоят коробки советских времён или когда нужно выполнить соединение в распределительном щитке, то такой болтовой способ подойдёт наилучшим образом. Вообще, он считается идеальным вариантом, когда необходимо коммутировать абсолютно несовместимые жилы – с разным сечением, выполненные из различных материалов, многожильные с одножильными.
Важно знать, что при помощи болтового способа вы можете соединять больше двух проводников (их количество зависит от того, насколько хватит длины болта). Вам понадобится выполнить следующее:
Вам понадобится выполнить следующее:
- Каждый соединяемый провод или кабель зачистите от изоляционного слоя на 2-2,5 см.
- Из зачищенных кончиков сформируйте колечки по диаметру болта, чтобы они спокойно могли на него надеваться.
- Теперь возьмите болт, наденьте на него шайбу, далее колечко медного проводника, снова шайбу, колечко алюминиевого проводника, шайбу и надёжно затяните всё гайкой.
- Заизолируйте соединение при помощи изоляционной ленты.
Самое главное, не забыть между алюминиевым и медным проводами расположить промежуточную шайбу. Если вы будете соединять несколько разных проводников, то между жилами из одного металла промежуточную шайбу можете не ставить.
Ещё одним преимуществом такого соединения является то, что оно разъёмное. В любой момент вы сможете его раскручивать и если нужно, то подключать дополнительные провода.
Как правильно выполнить болтовое соединение проводов подробно показано в этом видео:
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Как это происходит
С помощью пайки пространство между двумя проводами заполняется расплавленным припоем, что позволяет надежно соединить проводники без риска возникновения замыкания. Важным моментом является выбор подходящей температуры — достаточной для плавления припоя, но ниже градусного режима жильной фазы.
Качественно спаянные проводники могут прослужить долгие годы, поэтому данный способ пайки проводов практикуется при ремонтировании стереосистем, наушников и других комплектующих к компьютеру и мобильному телефону, бытовой техники, проводки, осветительных приборов и многого другого.

Пайка проводов

Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.








Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Преимущества пайки в сравнении с другими способами соединения

Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками. Проверьте жало паяльника перед началом работы
Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец
В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой

Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том, как изолировать провода правильно, вы можете узнать в нашей статье.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:








Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Не пропустите: